(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ДЛИННОМЕРНЫХ
ИЗДЕЛИЙ В ПРОЦЕССЕ ИХ ПРОДОЛЬНОГО
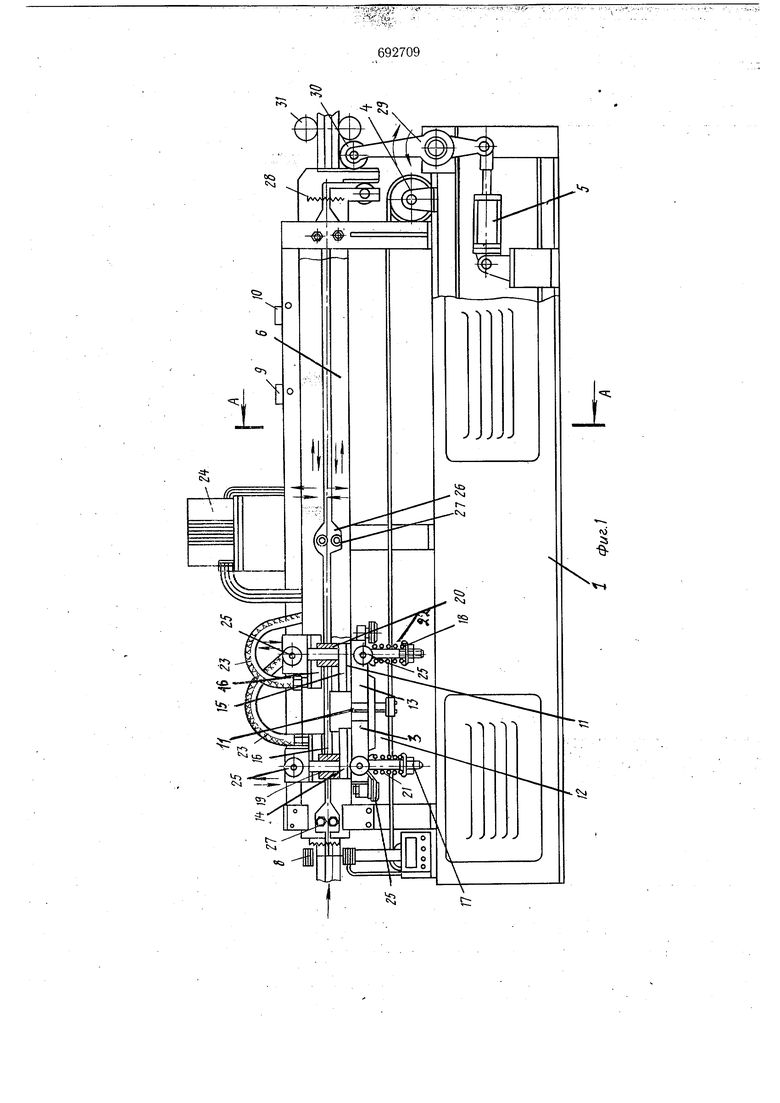
ПЕРЕМЕЩЕНИЯ щения, силовой цилиндр 5 для перемещенияпродольных направляющих 6 с движущейся оребренной трубой 7, а также датчики 8 поиска стыка и конечные выключатели 9 и 10, установленные по ходу движения продольных направляющих. Приводная каретка 3 выполнена в виде жестко соединенных между собой через диэлектрик 11 полукорпусов 12 и 13, каждый из которых оснащен изолированными друг от друга неподвижными зажимными губками 14 и 15, подвижными в вертикальном направлении зажимными губками 16, закрепленными на щтангах 17 и 18, перемещаемых в направляющих 19 и 20 и поджимаемых к ним пружинами 21 и 22. Подвижные губки посредством гибких ТОКОПОДводов 23 соединены со сварочным трансформатором 24. Подвижные губки каретки оснащены роликами 25 для центрирования каретки по оси трубы изделия 7. Механизм синхронного перемещения каретки с изделием выполнен в виде сквозных продольных направляющих 6, подвижно смонтированных на стойках основания и выполненных, с профильными вырезами 26 на поверхностях, обращенных друг к другу. Каждая продольная направляющая своими профильными вырезами взаимодействует с кулачками 27, закрепленными на станине, при этом продольные направляющие соединены между собой пружинами 28, удерживающими их в постоянном контакте с кулачками 27. Привод продольных направляющих включает двуплечий рычаг 29, который одним своим плечом щарнирно связан со щтоком силового цилиндра 5, а другим - посредством ролика 30 взаимодействует с продольными направляющими. Привод изделия осуществляется пр иво4ными роликами 31. Устройство работает следующим обра. зом. / , . При проходе стыка труб между датчиками 8 поиска стыка датчики 8 через задержку времени подают команду на включение привода 5, который перёмеЖаёт про.дольные направляющие 6 к оси изделия, освобождая тем самым зажимные губки, которые под действием пружин 21 и 22 поджимаются к изделию. За счёт силы трения каретка 3 начинает перемещаться вместе с изделием, причем зажимные губки зажймаюг изделие так, что tTbiR:оказывается между губками (см. фиг. 3). Под действием тока короткого замыкания от трансформатора в месте стыка труб (в месте наибольшего электрического сопротивления) происходит пережог ребер и разделение плети точно по стыку труб. За время разделения плети каретка доходит до конечного выключателя 9, который сблокирован с трансформатором 24 и приводами 4 и 5. При отсутствии тока в трансформаторе 24 и срабатывании конечного выключателя, 9 включается привод 5 для разжима губок каретки и через промежуток времени, включается привод 4 для возврата каретки в исходное положение. При подходе следующего стыка к датчикам 8 процесс повторяется. Конечньш выключатель 10 предназначен для остановки процесса (в аварийном случае)т. е, если не произощло разделение труб и каретка продолжает перемещаться вместе с изделием. Таким образом, за счет выполнения механизма синхронного перемещения 1 аретки с изделием, а также за счет выполнения каретки с рабочим органом в виде зажимных губок, связанных со сварочным трансформатором, можно производить резку плети за счет пережога ребер в местах стыковки труб. Формула изобретения Устройство для резки длинномерных изделий в процессе их продольного перемещения,, преимущественно труб с продольными ребрами, содержащее станину с установленными на ней продольными направляющими, на которых смонтирована приводная каретка, несущая режущий инструмент, выполненный в виде токоподводящих зажимных губок, соединенных с силовым 7рансформа-гором, отличающееся тем, что, с целью повыщения точности реза путем уменьщения погрещностей при синхронизации скорости перемещения режущего инструмента и скорости изделия, устройство оснащено датчиком поиска стыка труб, установленным на станине перед продольными направляющими, при этом продольные направляющие выполнены в виде двух подпружиненных относительно друг друга пар балок, смонтированных на станине с возможностью продольного возвратно-поступательного перемещения от привода, а также с возможностью синхронного возвратнопоступательнс го перемещения в плоскости перпендикулярной к станине, причем на станине закреплень кулачки, а в продольных направляющих выполнены профильные вырезы для взаимодействия с кулачками.
Л- А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| Летучая пила для резки труб | 1973 |
|
SU422548A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автомат для изготовления выводов из проволоки | 1977 |
|
SU698704A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| Машина для контактной сварки арматурных каркасов | 1987 |
|
SU1590275A1 |

Стык mpyS
Место разделения mpyS
