1
Изобретение касается сварки, а именно устройства для сборки под сварку металлоконструкций, преимущественно тавров, состоящих из полок и стенок.
Известны устройства для сборки под сварку тавровых балок, содержащие настраиваемое по высоте и ширине гТриспособление для установки в определенном положении стенки тавра на его полку 1.
Значительная насыщенность устройства механизмами и соответствующими органами настройки и управления снижает удобство обслуживания и точность сборки.
Известно также устройство для сборки под сварку металлоконструкций, преимущественно тавров, состоящих из полок и стенок, содержащее смонтированные на основании опору для полки и приводные прижимы для закрепления полки па опоре, а также приводной упор для стенки и перемещаемый от индивидуального привода прижим для стенки, прижимающий ее к упомянутому упору 2.
Однако такое устройство малопроизводительно, так как затруднен доступ к местам расположения сварных швов.
Целью изобретения является повышение производительности путем улучшения доступа к местам расположения сварных швов.
Для этого в предлагаемом устройстве выполнен в виде Г-образного рычага, а его индивидуальный привод в виде пневмоцилиндра со штоком и задней крышкой, при этом конец одного плеча упомянутого Г-образного рычага и задняя крышка пневмоцилиндра шарннрно установлены на упомянутом упоре для стенки, а шток пневмоцилиндра шарнирно соединен с точкой
схождения плеч Г-образного рычага.
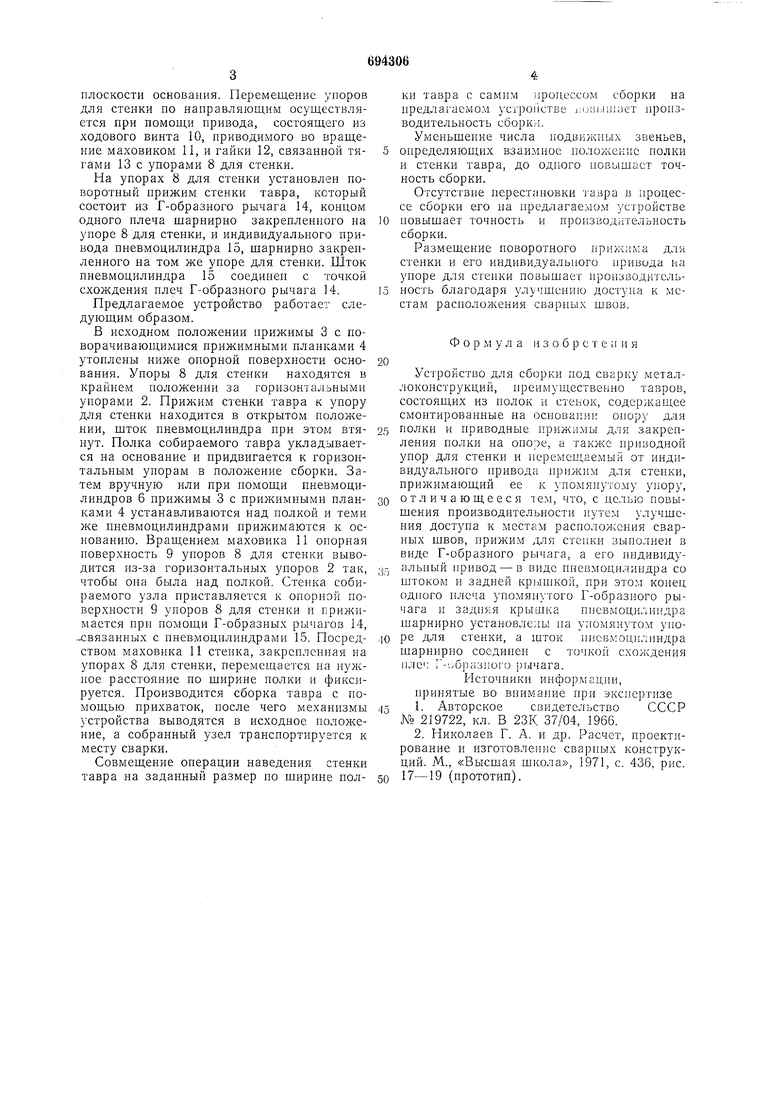
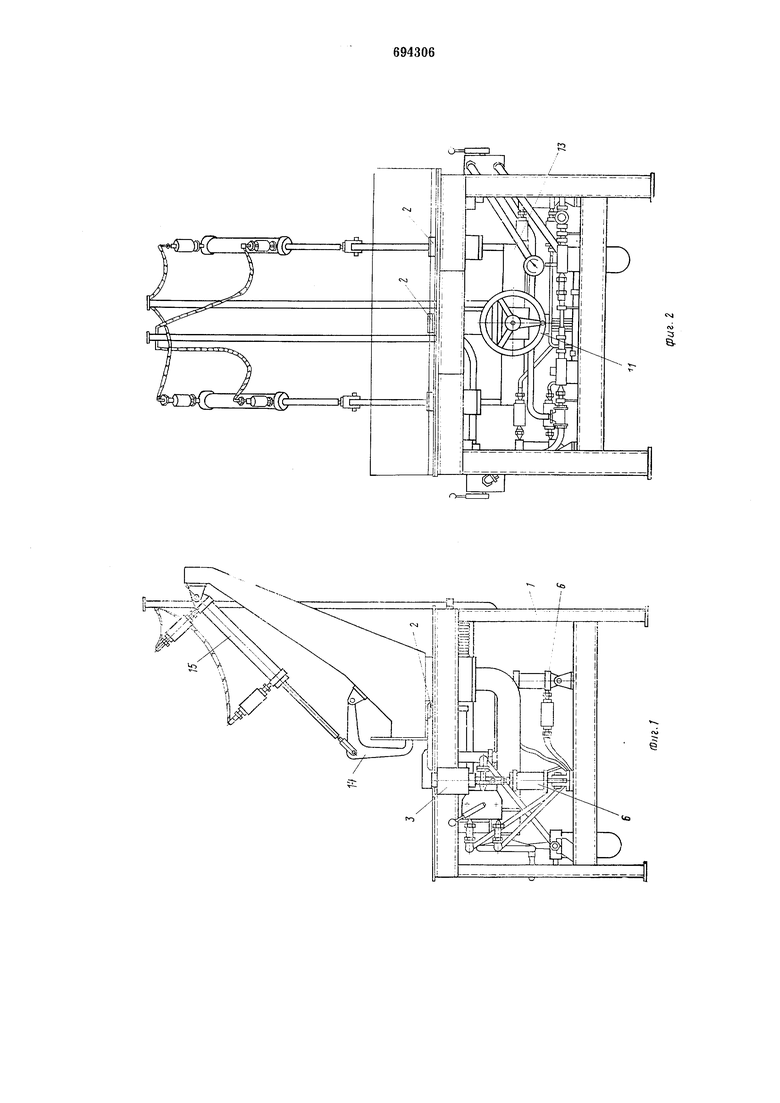
На фиг. 1 представлено предлагаемое устройство; на фиг. 2 - то же, вид сбоку; на фиг. 3 - кинематическая схема устройства.
Устройство содержит основание 1, па опорной поверхности которого расположены горизонтальные упоры 2. На основании установлен механизм прижима полки к основанию, состоящий из ряда расположенных с обеих сторон полки прижимов 3 с поворачивающимися пружинными планками 4, перемещающимися по вертикальным направляющим 5 при помощи пневмоцилиндров 6, в нерабочем положении утапливающихся ниже опорной поверхности осповапия.
На основании ycTaHOBvieHbi горизонтальные направляющие 7, по которым перемещаются упоры 8 для стенки с опорной поверхностью 9, перпендикулярной к опорной
плоскости основания. Перемещение упоров для стенки по направляющим осуществляется при помощи привода, состоящего из ходового винта 10, приводимого во вращение маховиком 11, и гайки 12, связанной тягами 13 с упорами 8 для стенки.
На упорах 8 для стенки установлен поворотный прижим стенки тавра, который состоит из Г-образного рычага 14, концом одного плеча щарнирно закрепленного на упоре 8 для стенки, и индивидуального привода пневмоцилиндра 15, щарнирно закрепленного на том же упоре для стенки. Шток пневмоцилиндра 15 соединен с точкой схождения плеч Г-образного рычага 14.
Предлагаемое устройство работает следующим образом.
В исходном положении нрижимы 3 с поворачивающимися прижимными плапками 4 утоплены ниже опорной поверхности основания. Упоры 8 для стенки находятся в крайнем положении за горизонтальными упорами 2. Прижим стенки тавра к упору для стенки находится в открытом положении, щток пневмоцилиндра при этом втянут. Полка собираемого тавра укладывается на основание и придвигается к горизонтальным упорам в положение сборки. Затем вручную или при помощи пневмоцилиндров 6 прижимы 3 с прижимными планками 4 устанавливаются над полкой и теми же пневмоцилиндрами прижимаются к основанию. Вращением маховика 11 опорная поверхность 9 упоров 8 для стенки выводится из-за горизонтальных упоров 2 так, чтобы она была над полкой. Стенка собираемого узла приставляется к опорной поверхности 9 упоров 8 для стенки и прижимается при помощи Г-образных рычагов 14, -связанных с пневмоцилиндрами 15. Посредством маховика 11 стенка, закрепленная на упорах 8 для стенки, перемещается на нужное расстояние по щирине полки и фиксируется. Производится сборка тавра с помощью прихваток, после чего механизмы устройства выводятся в исходное положение, а собранный узел транспортируется к месту сварки.
Совмещение операции наведения стенки тавра на заданный размер но щирине полки тавра с самим jipon.ec.coM соорки на предлагаемом устройстве jMjiii.-.iiJiiieT производительность сборки.
Уменьщение числа подвижных звеньев, определяющих взаимное положение полки и стенки тавра, до одного иовыщает точность сборки.
Отсутствие перестановки тавра в процессе сборки его на предлагаемом устройстве повыщает точность и производительность сборки.
Размещение поворотного прижпма для стенки и его индивидуального привода на упоре для степки повыщает ироизводительпость благодаря улучшению доступа к местам расположения сварных щвов.
Фор м у л а п 3 о б р с т е и и я
Устройство для сборки под сварку металлоконструкций, преимущественно тавров, состоящих из полок и стенок, содержащее смонтированные на основали : опору для
полки и приводные прижимы для закрепления полки на оноте, а также приводной упор для стенки и неремеи аемый от индивидуального привода прижим для стенки, прижимающий ее к упомянутому упору,
отличающееся т ем, что, с целью повыщения производительности путем улучщения доступа к местам расположения сварных щвов, прижим для степки выполнен в виде Г-образного рычага, а его пндивидуальпый привод - в виде пневмоцилиндра со щтоком и задней кр1лшкой, при этом конец одного плеча упомяпутого Г-образного рычага и задняя крышка ппсвмоцилипдра щарнирно установлены па упомянутом упоре для стенки, а щток ппезмоцилиндра щарнирно соединен с точкою схождения плеч Г-1.бразпого рычага.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 219722, кл. В 23К 37/04, 1966.
2. Николаев Г. А. и др. Расчет, проектирование и изготовление сварпых конструкций. М., «Высщая щкола, 1971, с. 436, рис.
17-19 (прототип).
5 О
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ ПОД СВАРКУ ТАВРОВЫХ БАЛОКИ КНИЦ | 1968 |
|
SU219722A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Устройства для сборки и сваркиСТРОиТЕльНыХ МЕТАллОКОНСТРуКций | 1979 |
|
SU837690A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Устройство для сборки под сварку угловых коробчатых металлоконструкций | 1980 |
|
SU910387A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Стенд для сборки под сварку балокС дЕТАляМи НАСыщЕНия | 1979 |
|
SU812493A1 |
п
1S
(риг.З
