(54) СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ БАЛОК
С ДЕТАЛЯМИ НАСЫЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий | 1987 |
|
SU1563940A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| СТЕНД ДЛЯ СБОРКИ КОНТРФОРСНОИ БАЛКИ КАТОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU397557A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1375426A1 |
1
Изобретение относится к сварке, а именно к конструкции стенда для сборки под сварку балок с деталями насыщения, преимущественно с петлями, ребрами и козырьками, объединенными в группы по длине балки. Наиболее успещно предлагаемый стенд может быть использован при сборке под сварку боковых балок вагонов деталями насыщения.
Известен стенд для сборки и сварки балок, содержащий поворотную раму, упоры, прижимы для балки в продольном и поперечном направлениях, фиксаторы для ребер 1.
Этот стенд можно использовать для сборки и сварки боковой балки вагона, но на нем не имеется прижимов для петель и коЗырьков. При использовании известного стенда прижим и фиксацию петель и козырьков необходимо осуществлять с помощью ручных универсальных приспособлений, что очень трудоемко и малопроизводительно.
Известен также стенд для сборки под сварку балок с деталями насыщения, преимущественно с петлями, ребрами и козырьками, объединенными в группы по длине балки, содержащий поворотную раму со
смонтированными на ней упорами и приводными прижимами для фиксации балки и каждой детали насыщения,, выполненными в виде поворотных на осях рычагов 2.
Недостатком известного стенда является то, что он малопроизводителен и не обеспечивает требуемого качества сборки балок из-за низкой точности установки деталей насыщения.
Цель изобретения - увеличение производительности и качества сборки балок пуo тем повыщения точности установки деталей насыщения.
Указанная цель достигается тем, что рычаги для прижима деталей насыщения и фиксации балки объединены в группы по числу групп деталей насыщения, при этом 5 рычаг каждой группы для прижима козырька снабжен приводом его поворота, а остальные рычаги группы для прижима петель, фиксации ребер и балки кинематически связаны с ним.
Кроме того, рычаг для фиксации ребер закреплен на приводном плече рычага для прижима козырька, а на его оси поворота установлен рычаг для прижима петель, причем кинематически связь между упомянутыми рычагами и рычагом для прижима балки выполнена в виде запирающего устройства, смонтированного на поворотной раме с возможностью взаимодействия с нерабочим плечом рычага для прижима балки и шарнирной тяги, соединяющей конец нерабочего плеча для прижима петель и плечо рычага и осью поворота, а также, закрепленного на рабочем рычага для прижима козырька со стороны рабочего плеча рычага для прижима петель.
Причем каждое запирающее устройство выполнено в виде приводных поворотных рычагов, двух тяг, шарнирно соединенных с концами рычагов, при этом одна из тяг соединена с приводом возвратно-поступательного перемещения.
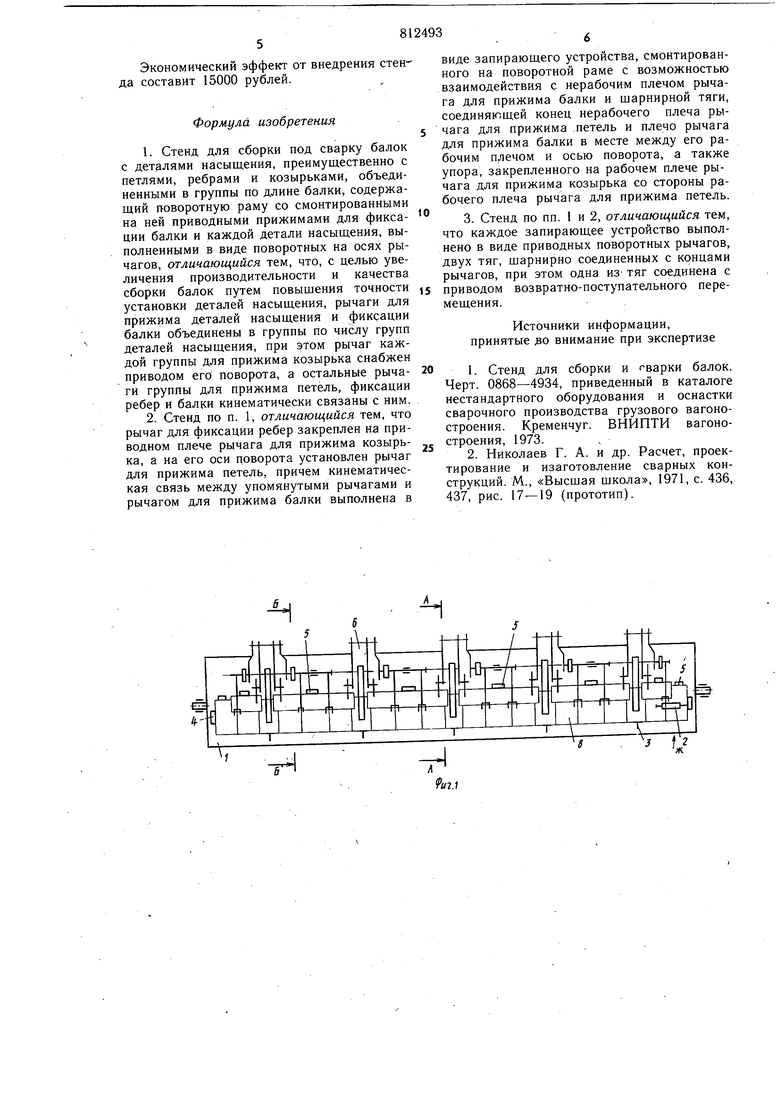
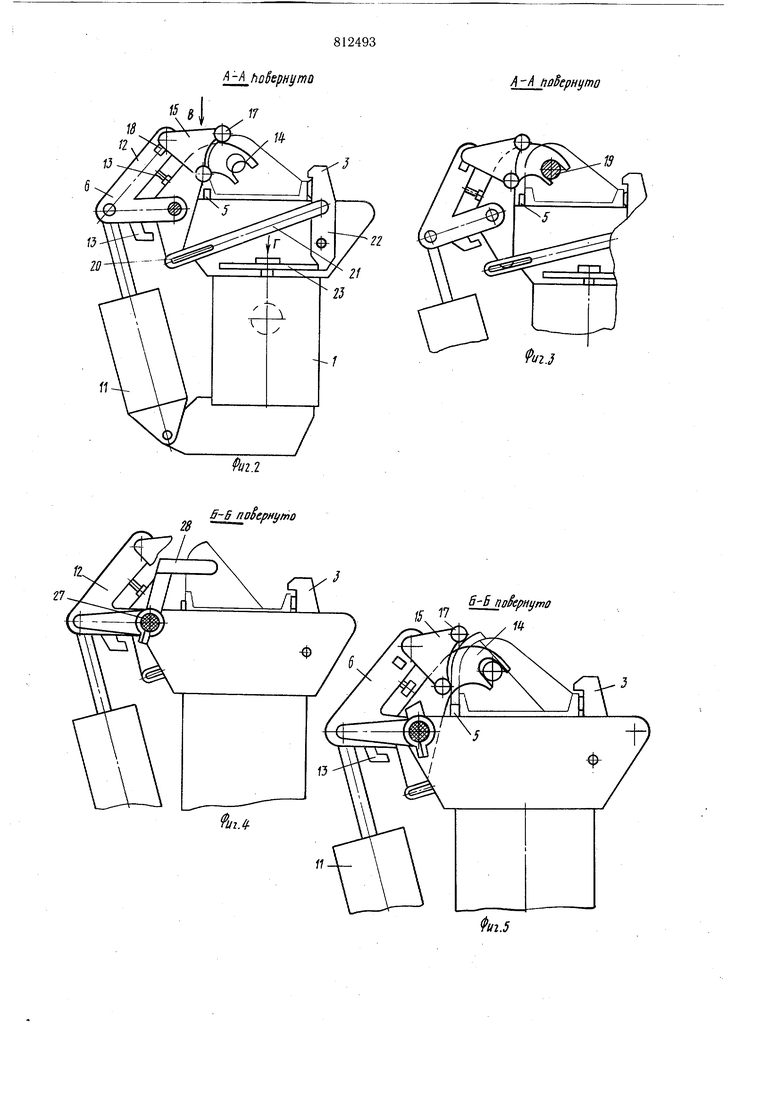
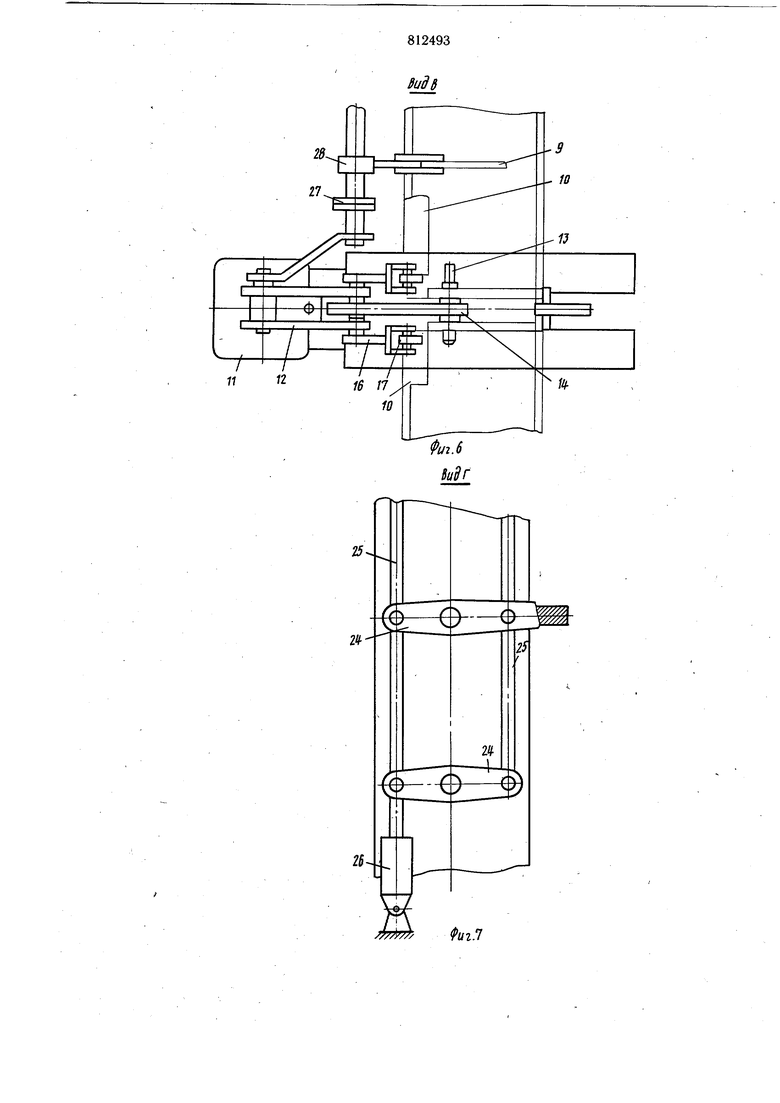
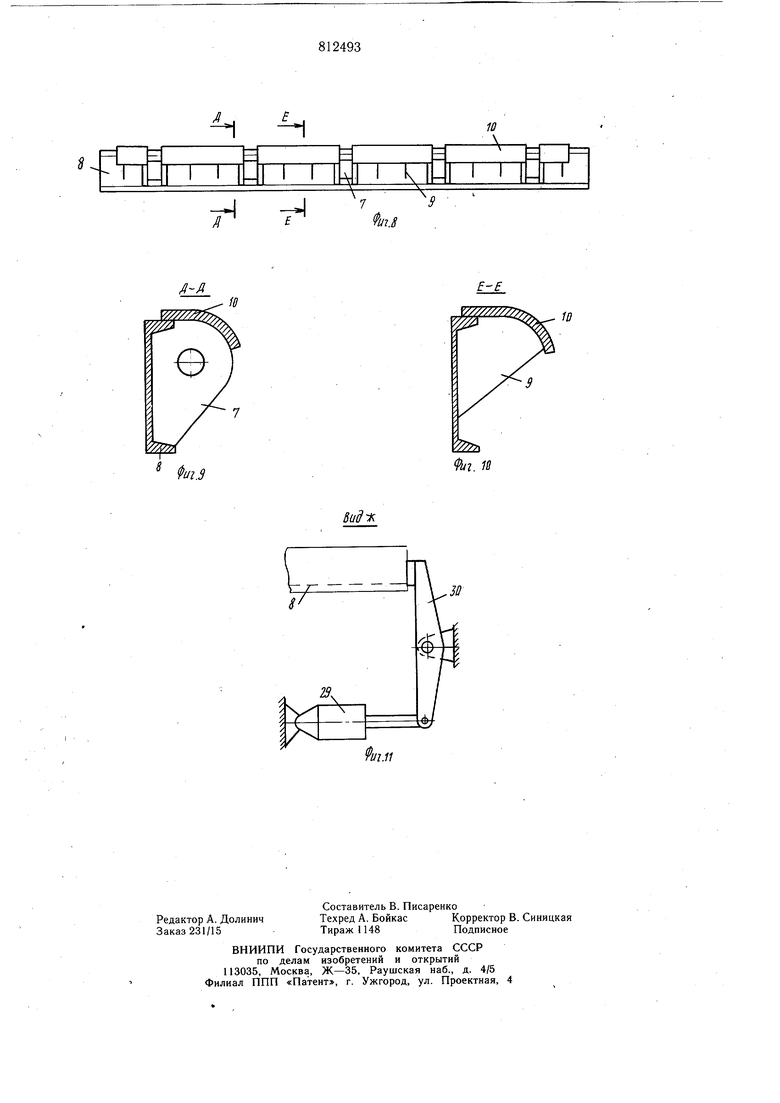
На фиг. 1 изображен общий вид стенда, вид сверху; на фиг. 2 - сечение А-А на фиг.1, в положении фиксации балки в поперечном направлении; на фиг. 3 - сечение А-А на фиг.. 1 в положении фиксации петли; на фиг. 4 - сечение Б-Б на фиг. 1, в положении фиксации ребра; на фиг. 5 - сечение Б-Б на фиг. 1, в положении фиксации козырька; на фиг. 6 - вид В на фиг. 2; на фиг. 7 - вид Г на фиг. 2; на фиг. 8, 9 и 10 - конструкция боковой балки вагонасамосвала; на фиг. 8 - балка, общий вид; на фиг. 9 - сечение Д-Д на фиг. 8; на фиг. 10 - сечение Е-Е на фиг. 8; на фиг. 11 вид Ж на фиг. 1.
На поворотной раме 1 установлены прижимы 2 и 3 для фиксации балки в продольном и поперечном направлениях с соответствующими упорами 4 и 5, прижимы 6 для фиксации и поджима петель 7.
Боковая балка, которую собирают на стенде, состоит из швеллера 8 с приваренными к нему петлями 7, ребрами 9 и козырьками 10.
Прижимы 6 для фиксации и поджима петель выполнены в виде приводного от пневмоцилиндра 11 рычага 12 с упорами 13. Рычаг 12 шарнирно соединен с рычагом 14 и взаимодействует с ним через упоры 13.
На приводном рычаге 12 установлен прижим 15 для козырьков 10. Лрижим 15 выполнен в виде двуплечих самоустанавливающихся рычагов 16 с роликами 17. Прижим 15 имеет ограничитель хода 18, закрепленный на приводном рычаге 12.
Рычаг 14 на одном конце имеет дугообразную выемку для взаимодействия с технологической оправкой 19 для прижима петель 7. Другой конец рычага 14 соединен через цапфу 20 со свободным ходом и тягу 21 с прижимом 3 для фиксации швеллера в поперечном направлении. Прижим 3 состоит из подпружиненного в верхней части рычага 22 и запирающего устройства 23 для запирания рычага 22. Рычаг 22 своей верхней частью взаимодействует со швеллером, а нижней частью с запирающим устройством 23.
Запирающее устройство 23 выполнено в виде поворотных рычагов 24, соединенных щарнирно тягами 25 с пневмоцилиндром 26. Приводные рычаги 12 через упругие элементы 27 соединены с фиксаторами 28 с пазами для ребер 9. Фиксаторы 28 установлены соосно с приводными рычагами 12.
Прижим 2 для поджима швеллера в продольном направлении выполнен в виде поворотного от пневмоцилиндра 29 рычага 30. Предлагаемый стенд работает следующим образом.
В исходном положении рычаги 12, 16, 22 и 30, фиксаторы 28 и рычаг 14 отведены и находятся в откинутом положении. Швеллер 8 устанавливают на раму 1 с помощью грузозахватного устройства (не показано), включают пневмоцилиндр 29, рычаг 30 дожимает швеллер до упора 4. Затем включают все пйевмоцилиндры 11, приводные рычаги 12 поворачиваются по часовой стрелке и через верхние упоры 13 воздействуют на рычаги 14, которые тоже поворачиваются и через цапфы 20 со свободным ходом смещают тяги 21. Рычаги 22 поворачиваются и поджимают щвеллер 8 к поперечным упорам 5.
Далее включают пневмоцилиндры 26, рычаги 24 поворачиваются и запирают рычаги 22. Швеллер 8 зафиксирован в продольном и поперечном направлениях.
После фиксирования швеллера 8 включают пневмоцилиндры 11, приводные рычаги 12 поворачиваются против часовой стрелки и через нижние упоры 13 поворачивают рычаг 14. Приводные рычаги 12 и рычаг 14 занимают исходное положение. Затем раскладывают вдоль швеллера 8 петли 7 с вставленными в них технологическими оправками 19 и включают пневмоцилиндры 11. Приводные рычаги 12 поворачиваются и поворачивают рычаги 14, поджимая петли 7 через оправки 19 к швеллеру 8.
При движении приводных рычагов 12 0 поворачиваются также и фиксаторы 28 для ребер 9, затем устанавливают ребра 9 в пазы фиксаторов 28.
Затем осуществляют прихватку и сварку петель 7 и ребер 9. После сварки убирают технологические оправки 19, включают пневмоцилиндры 11 и рычаги 12 и 14 и фиксаторы 28 занимают исходное положение.
На опоры 5 вдоль швеллера 8 устанавливают козырьки 10 и включают пневмоцилиндры 11. При движении приводных рычагов 12 поворачиваются и самоустанавливающиёся рычаги 16 с роликами 17 и прижимают козырьки 10 К швеллеру 8, ребрам 9 и петлям 7, после чего производят прихватку и сварку козырьков 10. При сварке раму 1 поворачиваю;т в удобное для 5 работы положение. После сварки рычаги 12, 14, 16, 22, 24 и 30 и фиксаторы 28 отводят в исходное положение. Готовую боковую балку вагона транспортируют со стенда.
Экономический эффект от внедрения стенда составит 15000 рублей.
Формула изобретения
виде запирающего устройства, смонтированного на поворотной раме с возможностью взаимодействия с нерабочим плечом рычага для прижима балки и щарнирной тяги, соединяющей конец нерабочего плеча рычага для прижима петель и плечо рычага для прижима балки в месте между его рабочим плечом и осью поворота, а также упора, закрепленного на рабочем плече рычага для прижима козырька со стороны рабочего плеча рычага для прижима петель.
Источники информации, принятые 0 внимание при экспертизе
Л-A hoeepHumo
VL/
W S-B noSepHiftno
AA поёернцто
19 6B поёернцто
r
1112
ФигЛ
-Ч -I
7 7
V
