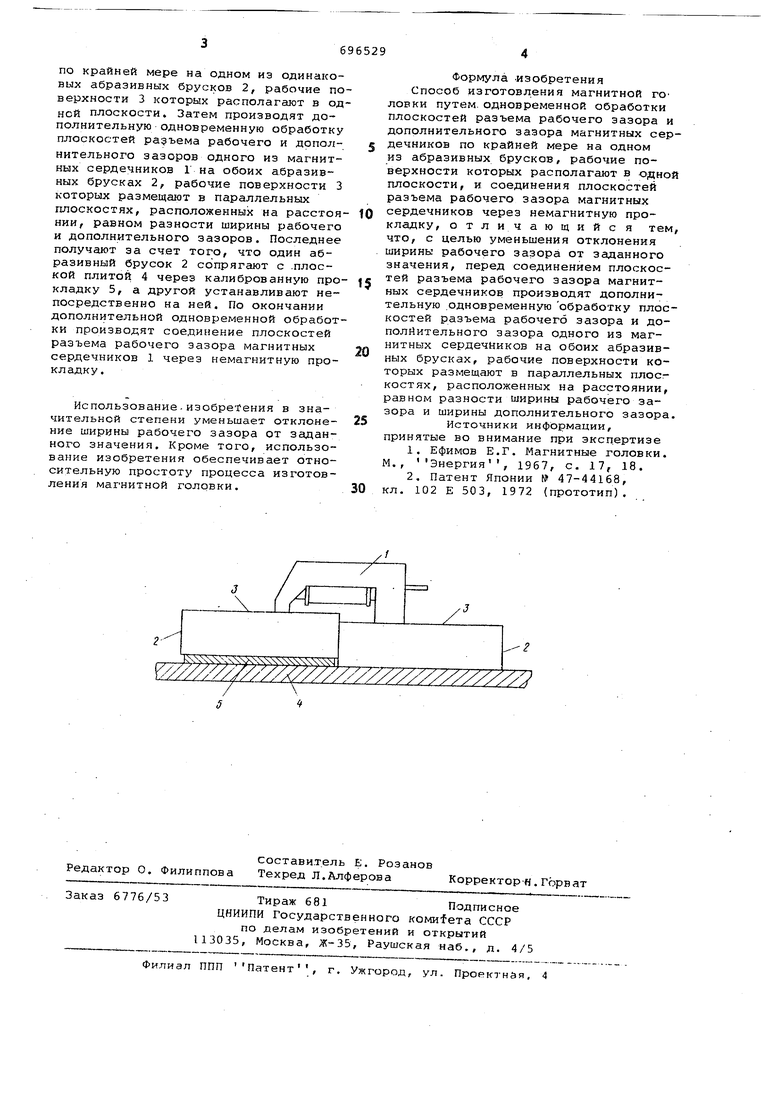
Изобретение относится к области магнитной записи, а именно к способам изготовления магнитных головок. Известен способ изготовления магнитной головки путем соединения плоскостей разъема рабочего зазора магнитных сердечников через немагнит ную прокладку 1. Способ обеспечивает относительную простоту процесса изготовления магнитной головки. Однако отмечается значительная неровность плоскостей разъема рабочего зазора магнитных сердечников. Известен, также способ изготовления магнитной головки путем одновременной обработки плоскостей разъема рабочего зазора и дополнительного зазора магнитных сердечников по край ней мере на одном из абразивных брус ков, рабочие поверхности которых рас полагают в одной плоскости, и соединения плоскостей разъема рабочего за зора магнитных сердечников через немагнитную прокладку 2. Этот способ обеспечивает относительно высокую ровность плоскостей разъема рабочего зазора магнитных сердечников. Недостаток способа состоит в значительном отклонении ширины рабочего зазора от заданного значения. Цель изобретения - уменьшение отклонения ширины рабочего зазора магнитной головки от заданного значения. Это достигается тем, что перед соединением плоскостей разъема рабочего зазора магнитных,сердечников производят дополнительную одновременную обработку плоскостей разъема рабочего зазора и дополнительного зазора одного из магнитных сердечников на обоих абразивных брусках, рабочие поверхности которых размещают в па- . раллельных плоскостях, расположенных на расстоянии, равном разности ширины рабочего и ширины дополнительного зазоров. На чертеже показано расположение абразивных брусков в процессе дополнительной одновременной обработки плоскостей разъема рабочего и дополнительного зазоров одного из магнитных сердечников в соответствии с предлагаемым способом изготовления магнитной головки. Изготовление магнитной головки по предлагаемому способу происходит следующим образом. Плоскости разъема рабочего и дополнительного зазоров магнитных сер.дечников 1 одновременно обрабатывают по крайней мере на одном из одинаковых абразивных брусков 2, рабочие по верхности 3 которых располагают в од ной плоскости. Затем производят дополнительную одновременную обработку плоскостей разъема рабочего и дополнительного зазоров одного из магнитных сердечников 1 на обоих абразивных брусках 2, рабочие поверхности 3 которых размещают в параллельных плоскостях, расположенных на расстоя НИИ, равном разности ширины рабочего и дополнительного зазоров. Последнее получают за счет того, что один абразивный брусок 2 сопрягают с .плоской плитой 4 через калиброванную про кладку 5, а другой устанавливают непосредственно на ней. По окончании дополнительной одновременной обработ ки производят соединение плоскостей разъема рабочего зазора магнитных сердечников 1 через немагнитную прокладку. Использование - изобретения в значительной степени уменьшает откло-нение ширины рабочего зазора от заданного значения. Кроме того, использование изобретения обеспечивает относительную простоту процесса изготовления магнитной головки. Формула -изобретения Способ изготовления магнитной го ловки путем, одновременной обработки плоскостей разъема рабочего зазора и дополнительного зазора магнитных сердечников по крайней мере на одном из абразивных брусков, рабочие поверхности которых располагают в одной плоскости, и соединения плоскостей разъема рабочего зазора магнитных сердечников через немагнитную прокладку, отличающийся тем, что, с целью уменьшения отклонения ширины рабочего зазора от заданного значения, перед соединением плоскостей разъема рабочего зазора магнитных сердечников производят дополнительную одновременную обработку плоскостей разъема рабочего зазора и дополйительного зазора одного из магнитных сердечников на обоих абразивных брусках, рабочие поверхности которых размещают в параллельных плосгкостях, расположенных на расстоянии, равном разности ширины рабочего зазора и ширины дополнительного зазора. Источники информации, принятые во внимание при экспертизе 1.Ефимов Е.Г. Магнитные головки. М., Энергия, 1967, с. 17, 18. 2.Патент Японии № 47-44168, кл. 102 К 503, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU888188A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU862206A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Магнитная головка и способ изготовления прокладки рабочего зазора магнитной головки | 1983 |
|
SU1167648A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления универсальной магнитной головки | 1980 |
|
SU1095884A3 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU706873A1 |
}C.
У//У/УА У:
