(54) УСТРОЙСТВО ДЛЯ ОТБОРА КИРПИЧЕЙ ОТ РЕЗАТЕЛЬНОГО АВТОМАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбора кирпичей от резательного автомата | 1975 |
|
SU547357A1 |
| Установка для пластического формованиядВуХСлОйНыХ издЕлий | 1971 |
|
SU422202A1 |
| Устройство для остановки передаточной тележки | 1978 |
|
SU787174A1 |
| Устройство для резки глиняного бруса | 1981 |
|
SU1011380A1 |
| МЕХАНИЗМ СИНХРОНИЗАЦИИ СКОРОСТИ ПЕРЕМЕЩЕНИЯ РЕЖУЩИХ СТРУН УСТАНОВКИ ДЛЯ РЕЗАНИЯ КИРПИЧА | 1971 |
|
SU302242A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| АВТОМАТ-УКЛАДЧИК КИРПИЧА-СЬ1РЦ;\_^_;^_ .1'' '*^^-'^ ' НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1971 |
|
SU303193A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Устройство для укладки керамическихиздЕлий HA СушильНыЕ ВАгОНЕТКи | 1979 |
|
SU837886A1 |
Изобретение относится к промышлен ности стройматериалов, предназначено для использования при производстве кирпичей и керамических труб с пластическим методом формования и является усовершенствованием известного устройства, описанного в авторском свидетельстве 547357 1. В основном изобретении по авторскому свидетельству 547357 описано устройство для отбора кирпичей от резательного автомата, используемого при производстве кирпичей с пластическим методом формования. Это устройство содержит механизмы раздвижки и съема кирпичей и узел синхронизатора, снабженный электродвигателем с блоками управления, источником переменного напряжения, сельсинной парой, соединенной по трансформаторной схеме, и коммутатором сигналов рассинхронизации. Коммутатор сигналов рассинхронизации реализован в виде ключей и резистивного MOQja, в два смежных плеча которого вк.пючены входные цепи блоков управления, шунтируемые ключами , входы которых подк.таочены к ис точнику переменного напряжения. Блоки управления содержат полупроводниковые реле, элементы коррекции, охватывающие полупроводниковые реле гибкой отрицательной обратной связью, и тиристорные ключи. Недостаток такого устройства зак.точается в ограниченной точности его работы, обусловленной-конструктивным исполнением коммутатора сигналов рассинхронизации и блоков управления. Вследствие .этого оказывается невозможньв применять узел синхронизации для привода рабочих органов и машин, к которым предъявляются повышенные требования в части точности синхронизации их движения с движением бруса, формуемого прессом, например, для привода резательного автомата . Целью дополнительного изобретения является повышение точности работы устройства. Данная цель достигается тем, что в устройстве для отбора кирпичей от резательного по авторскому свидетельству 547357, кажхиый блок управления выполнен из полупроводникового реле, элемента коррекции, тиристорного ключа и Элемента памяти, причем полупроводниковое реле, параллельно которому подключен элемент коррекции, соединено через элемент памяти с тиристорным ключом,
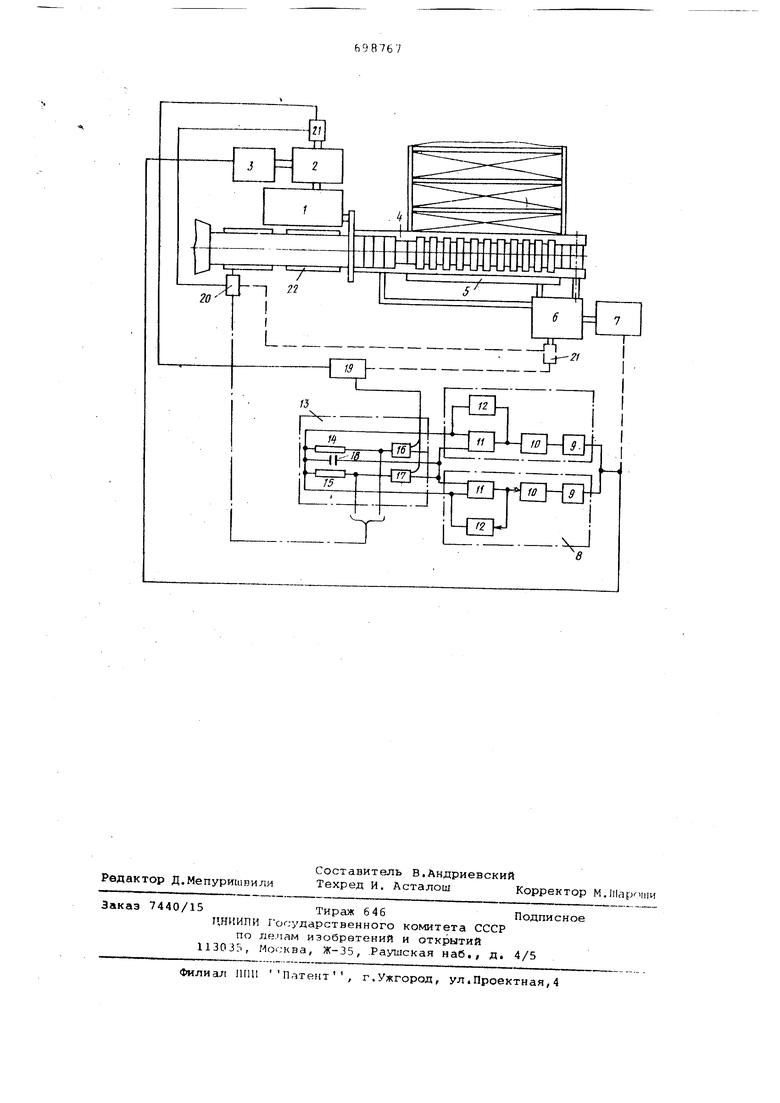
На чертеже представлена функциональная схема предложенного устройства. Устройство содержит резательный автомат 1 с редуктором 2 и электродвигателем постоянного тока 3, механизм раздвижки 4, предназначенный для образования зазоров между кирпичами, отрезаемыми резательным автоматом, и механизм съема 5 кирпичей для укладки на сушильные вагонетки. Механизмы раздвижки и съема имеют общий редуктор 6, соединенный с электродвигателем 7. В случае, если узел синхронизации используется для привода резательного автомата, якорная обмотка электродвигателя 3 подключена к двум в конструктивном отношении одинакового выполнения блокам управления 8 (показано сплошными линиями), Блоки управления имеют соответственно тиристорные ключи 9, элементы памяти 10, реле 11, элементы коррекции 12. Выход тиристорногоключа является выходом блока управления, а его вход соединен с выходом элемента памяти, Вход элемента памяти соединен с выходом реле.,
Сигнал на выходе реле может йринимать три значения: +1, О и -1, причем сигналы -1-1 и -1 используются для включения и отключения элемента памяти. Элемент памяти 10 одного блока управления включается от сигнала -И на выходе соответствующего реле 11, а отключается от сигнала -1. Элемент памяти 10 другого блока управления включается от сигнала -1 на выходе другого реле 11, а отключается от сигнала +1, Пороги возбуждения реле 11 несколько смещены один относительно другого.
Элемент коррекции 12, охватывающий реле гибкой отрицательной обратной связью, обеспечивает качественное про текание процесса регулирования. Один блок управления 8 служит для перевода электродвигателя 3 в двигательный режим, а другой блок управления 8 перевода в тормозной режим,
Входы блоков управления, в качестве которых служат входы реле, соединены с,выходом коммутатора 13 сигналов рассинхронизации, содержащим электрический мост с плечами, образованными резисторами 14, 15 и ключами 16, 17. Одна диагональ моста является его входом, а вторая - выходом, Мост в целом служит для фазочувствительного выпрямления сигнала рассинхрснизации. В выходную диагональ моста может быть включен конденсатор 18, предназначенный для сглаживания выходного сигнала. Входы транзисторных ключей подключены к источнику переменного напряжения 19.
Устройство содержит также сельсины 20 и 21, включенные по трансформаторной схеме. Сельсин 20 соединен механически с мерным транспортером 22, вследствие чего угол его поворота соответствует перемещению разрезаемого бруса. Сельсин 21 соединен механически с редуктором 2, благодар чему угол его поворота соответствует перемещению рабочих органов резательного автомата.
Обмотка управления сельсина 21 получает питание от источника переменного напряжения 19, а обмотка управления сельсина 20,в которой, благодаря трансформаторной схеме включения сельсинов возбуждается ЭДС, зависяща от угла рассогласования сельсинов, выдает сигналы рассинхронизации на вход коммутатора 13,
Если узел- синхронизации используется для привода механизмов раздвижки и съема кирпичей, то выходы блоко управления 8 соединяются с якорной обмоткой электродвигателя 7 (показан пунктирной линией), а сельсин 21 механически соединяется с редуктором б Электрические соединения сельсина 21 с сельсином 20 и источником переменного напряжения 19 для этого случая также показаны пунктиром.
Возможно также конструктивное исполнение устройства, при котором резательный автомат, механизмы раздвижки и съема снабжены общим редуктором и электродвигателем.
В этом .случае редуктор 6 и электродвигатель 7 отсутствуют, а механические и электрические соединения сельсина 21 остаются такими, как это показано СПЛОШНЕЛМИ линиями на функциональной схеме.
Работа предложенного устройства происходит следующим образом.
Глиняный брус, формуемый прессом, поступает на мерный транспортер 22 и разрезается на кирпичи резательным .автоматом 1, рабочие органы которого перемещаются синхронно с брусом, благодаря чему обеспечивается отрезание кирпичей с заданными размерами и правильной геометрической формы. При дальнейшем движении кирпичи попадают на механизм раздвижки 4, -где между ними образуются зазоры, необходимые для нормального протекания процесса сушки. После накопления очередного пакета кирпичей, последний механизмом съема 5 снимается с механизма раздвижки 4 и передается на по.следующие устройства для укладки на сушильные вагонетки. При нарушении синхронной работы резательного автомата с движением бруса в обмотке управления сельсина 20 возбуждается ЭДС, фаза которой зависит от знака рассинхронизации (рассогласования). Сигнал рассинхро ниэации поступает на вход коммутато 13. Ключи 16 и 17 возбуждаются пооч редно, один от одной полярности источника напряжения 19, другой от пр тивоположной ; полярности . Поэтому на пряжение на выходе коммутатора оказывается выпрямленным, а его знак соответствует знаку ра ссинхррнизаци Сигнал с выхода коммутЪтора 13 поступает на входы реле 11, На эти же входы поступают сигналы гибкой отрицательной обратной связи с выхо дов элементов коррекции 12. Поэтому реле 11 реагирует не только на вели чину и знак рассин.хронизации, но и на скорость её изменения. При положительной рассинхронизации, т.е. когда брус в своем движении, опережает резательный автомат, полупроводниковое реле 11 возбуждается в положительном направлении и на его выходе появляется сигнал . От этого сигнала включается элемент памяти 10 и тиристорный ключ 9, который подключает электродвигатель 3 к сети с полярностью/ обеспечивающей его работу в двигательном режиме. В результате скорость вращения элек родвигателя 3 увеличиваемся и отста вание в перемещении рабочих органов резательного автомата 2 по отношению к брусу устраняется. Если уменьшение рассинхронизгщии происходит слишком быстро, то реле 11 возбуждается в отрицательном направлении (сигнал на его выходе равен -1), что приводит отключению элемента памяти 10 и ключа 9. В результате электродвигатель 3 отключается от сети и переходит в режим свободного въабега, уменьшая тем самьм интенсивность изменения рассинхронизации. Если и этого окг1жется недостаточно, то возбуждается реле 11 в направлении появления на его выходе сигнала -1, вследствие чего включается элемент памяти 10 и тиристорный ключ 9, электродвигатель 3 кратковременно подключается к сети с полярностью, обеспечивающей его в тормозном режиме. Благодаря такому протеканию процесса регулирования к моменту исчезновения рассинхронизации оказывается ничтожно малой и скорость ее изменения, чем предотвращается перерегулирование, т.е. появление вслед за положительной рассинхронизацией рассинхронизации отрицательной. Аналогично ликвидируется отрицательная рассинхронизация, когда брус отстает относительно рабочих органов резательного автомата 2. В этом случае возбуждается трехпоЭиционное полупроводниковое реле 1-1, на выходе которого появляется сигнал -1. От этого сигнала включается элемент памяти 10 и ключ 9, переводя электродвигатель 2 в тормозной режим..А при чрезмерно интенсивном уменьшении рассинхронизации электродвигатель аналогично переводится в режим йвободного выбега или в двигательный режим. Наличие элементов память 10 способствует более качественному протеканию процесса регулирования, увеличивая точность и быстродействие работы устройства. 1 налогично работает устройство и в случаях, когда узел синхронизации используется для привода механизмов раздвижки и съема или когда резательный автомат, механизкы раздвижки и съема снабжены общими редукторами и электродви гателем. При отсутствии резких изменений скорости движения бруса предложенное конструктивное исполнение устройства обеспечивает отслеживание приводом движения бруса с весьма малой ошибкой слежения, а при возникновении резких изменений скорости бруса, например, при пуске пресса и его остановке возникшая рассинхронизация интенсивно ликвидируется без перерегулирования. Б результате точность работы устройства значительно повышается. Оказывается возможным использовать узел синхронизации для привода резательного автомата, чем повышается точность отрезания кирпичей по сравнению с точностью, наблюдаемой на существующих пучковых резательных автоматах с приводом механизма возвратно-поступательного продольного движения пучка непосредственно от мерного транспортера. При использовании устройства для подвода механизмов раздвижки и съема уменьшается разброс в величине зазоров между кирпичами,что улучшает процесс их сушки. Кроме того, возникает возможность упростить конструкцию этих механизмов, . за счет повышения точности их работы отпадает надобность в увеличении зазоров между пакетами кирпичей. Формула изобретения Устройство для отбора кирпичей от езательного автомата по авторскому свидетельству № 547357, отличаюееся тем, что, с целью повышения очности работы устройства, каждый лок управления выполнен из полупроодникового реле, элемента коррекции, иристорного ключа и элемента памяти, ричем полупроводниковое реле, паралельно которому подключен элемент оррекции, соединено через элемент амяти с тирйсторн.ым.ключом. Источники информации, ринятые во внимание при экспертизе 1.JАвторское свидетельство СССР 547357, кл. В 28 В 13/00, 1975 (прототип).
