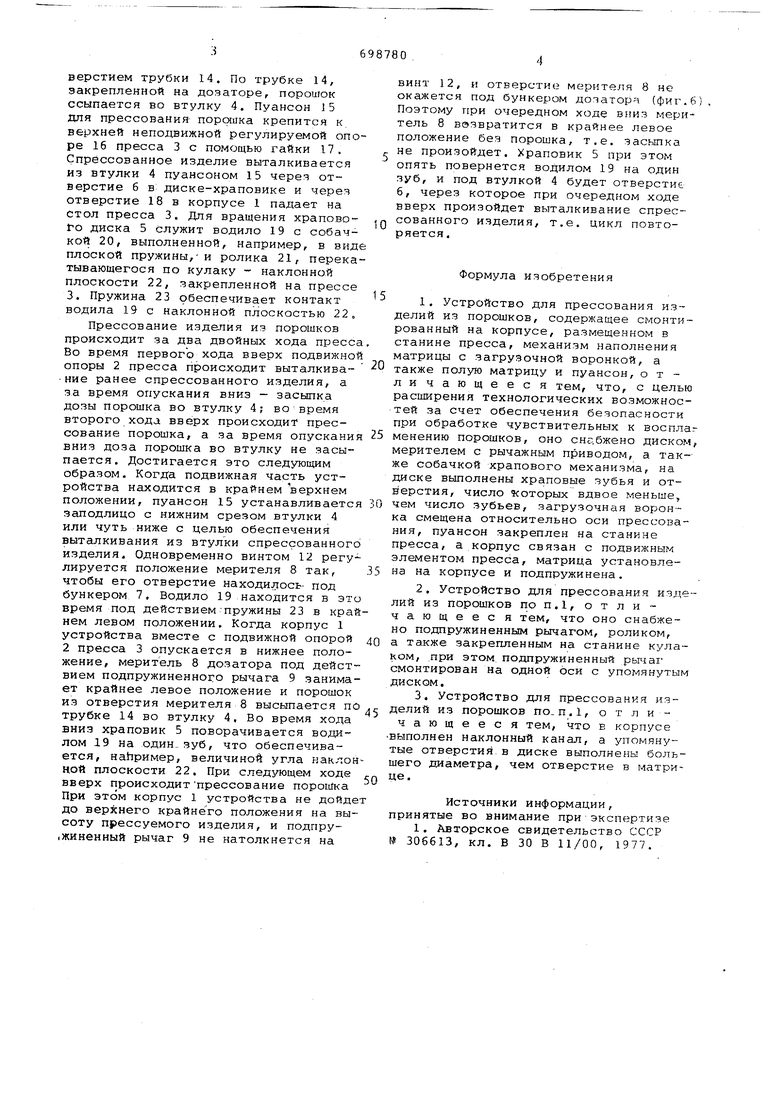
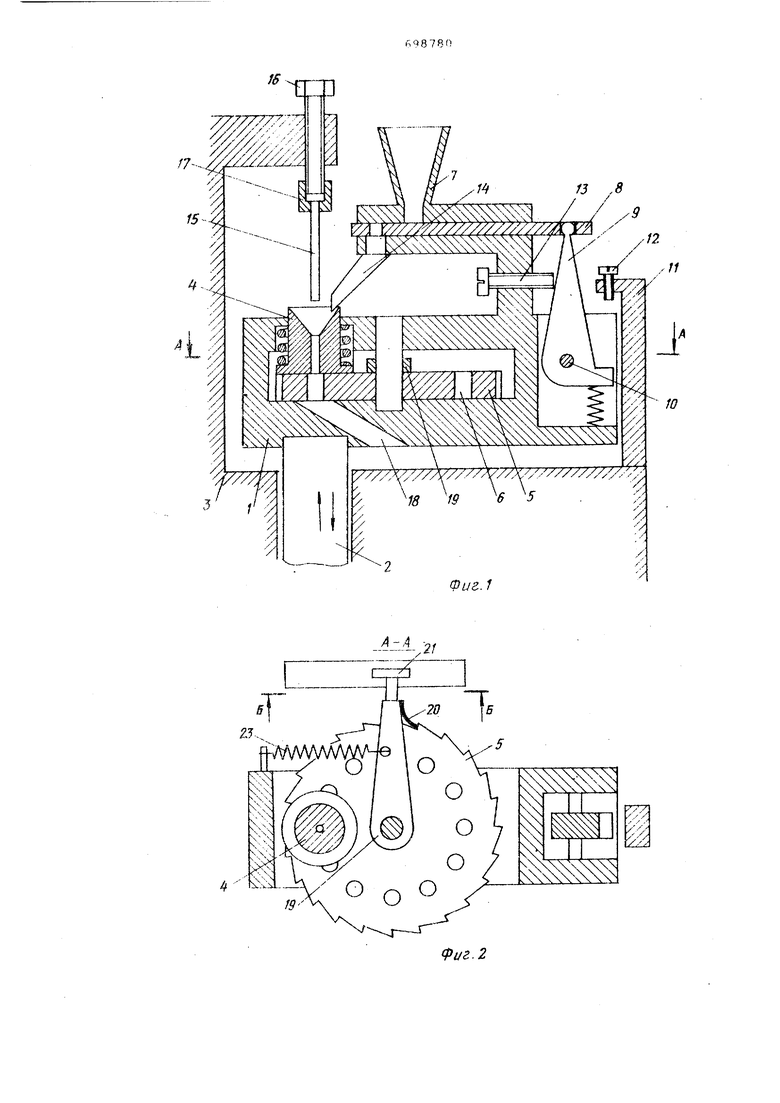
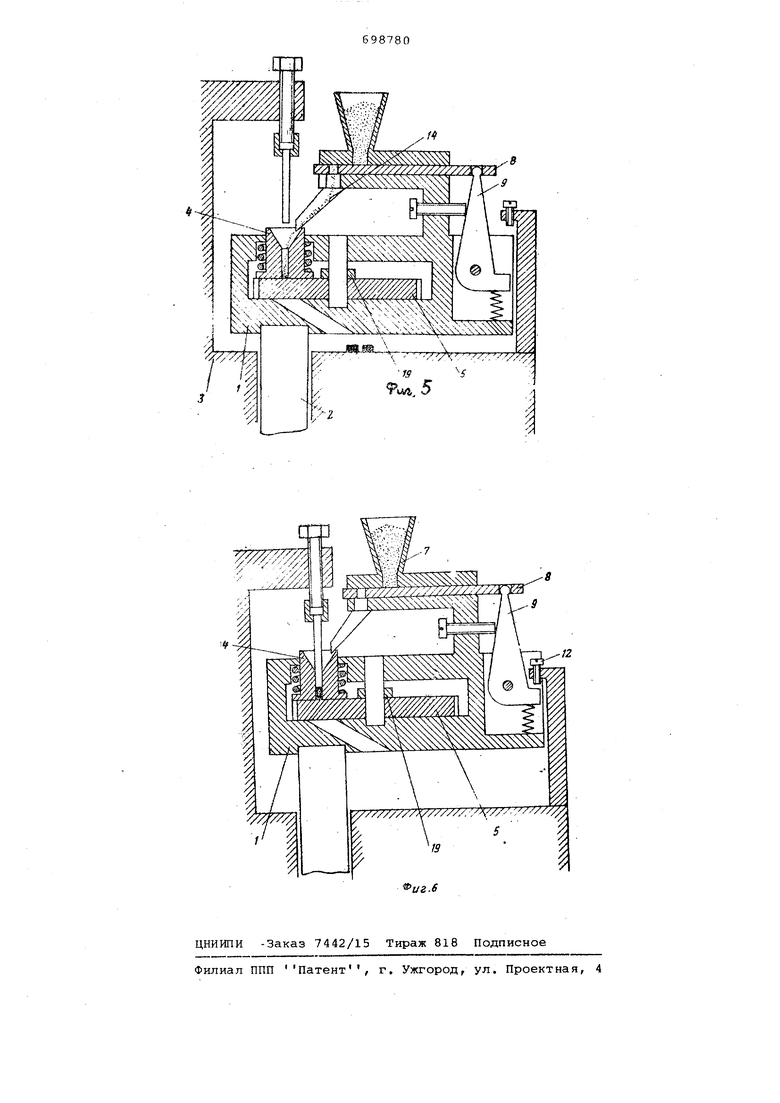
верстием трубки 14. По трубке 14, закрепленной на дозаторе, порошок ссыпается во втулку 4. Пуансон 15 для прессовани порсшка крепится к. верхней неподвижной регулируемой опоре 16 пресса 3 с помощью гайки 17. Спрессованное изделие выталкивается из втулки 4 пуансоном 15 через отверстие 6 в: диске-храповике и через отверстие 18 в корпусе 1 падает на стол пресса 3. Для вращения храповоГо диска 5 служит водило 19с собачкой 20, выполненной, например, в вид плоской пружины,-и ролика 21, перека тывающегося по кулаку наклонной плоскости 22, закрепленной на прессе 3. Пружина 23 обеспечивает контакт водила 19 с наклонной плоскостью 22. Прессование изделия из порошков происходит за два двойных хода пресса Во время первого хода вверх подвижной опоры 2 пресса происходит выталкива ние ранее спрессованного изделия, а за время опускания вниз - засыпка дозы порошка во втулку 4; во время второго хода вверх происходит прессование порошка, а за время опускани вниз доза порошка во втулку не засыпается. Достигается это следующим образом. Когда подвижная часть устройства находится в крайнем верхнем положении, пуансон 15 устанавливаетс заподлицо с нижним срезом втулки 4 или чуть ниже с целью обеспечения выталкивания из втулки спрессованного изделия. Одновременно винтом 12 регу лируется положение мерителя 8 так, чтобы его отверстие находилось- под бункером 7, Водило 19 находится в эт время под действием-пружины 23 в кра нем левом положении. Когда корпус 1 устройства вместе с подвижной опорой 2 пресса 3 опускается в нижнее положение, меритель 8 дозатора под дейст вием подпружиненного рычага 9 занима ет крайнее левое положение и порошок из отверстия мерителя 8 высыпается п трубке 14 во втулку 4, Во время хода вниз храповик 5 поворачивается водилом 19 на один., зуб, что обеспечивается, наЬример, величиной угла накло ной плоскости 22. При следующем ходе вверх происходит прессование порогйка При этом корпус 1 устройства не дойд до верхнего крайнего положения на вы соту прессуемого изделия, и подпру(Жиненный рычаг 9 не натолкнется на винт 12, и отверстие мерителя В не окажется под бункером долаторч (фиг.6) Поэтому при очередном ходе вниз меритель 8 возвратится в крайнее левое положение без порошка, т.е. засыпка не произойдет. Храповик 5 при этом опять повернется водилом 19 на один зуб, и под втулкой 4 будет отверстие 6, через которое при очередном ходе вверх произойдет выталкивание спрессованного изделия, т.е. цикл повторяется. Формула изобретения 1.Устройство для прессования изделий из порошков, содержащее смонтированный на корпусе, размещенном в станине пресса, механизм наполнения матрицы с загрузочной воронкой, а также полую матрицу и пуансон, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения безопасности при обработке чувствительных к восплаг менению порошков, оно снабжено диском, мерителем с рычажным приводом, а также собачкой храпового механизма, на диске вьшолнены храповые зубья и отверстия, число Которых вдвое меньше, чем число зубьев, загрузочная воронка смещена относительно оси прессования, пуансон закреплен на станине пресса, а корпус связан с подвижным элементом пресса, матрица установлена на корпусе и подпружинена. 2.Устройство для прессования изделий из порошков по П,1, ОТЛИ-чающеес я тем, что оно снабжено подпружиненным рычагом, роликом, а также закрепленным на станине кулаком, .при этом, подпружиненный смонтирован на одной оси с упомянутым диском. 3.Устройство для прессования изделий из порошков ПО..П.1, о т л и чающееся тем, что в корпусе выполнен наклонный канал, а упомянутые отверстия.в диске выполнены большего диаметра, чем отверстие в матрице. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 306613, КЛ. В 30 В 11/00, 1977. 1 19 V J
Фиг. 1 /5 ,8
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный пресс | 1981 |
|
SU969541A1 |
| Установка для прессования изделий из порошка | 1987 |
|
SU1447572A1 |
| Механический пресс для прессования изделий из металлического порошка | 1979 |
|
SU876298A1 |
| Устройство для калибровки и уплотнения пористых изделий | 1983 |
|
SU1105279A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1958 |
|
SU121829A1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
/////////////////////////////7/////// us 3
8
fPuz.4
