(54) ПЛИТА ДЛЯ ПРАВКИ ПАНЕЛЕЙ
риной 0,05-0,25 ),(1И,мп-и-; тгплт;.; ;i(:; не менее толщины плиты 1.
Для эксплуатации секции 2 плн-у:
1по концам скрепляет, наприметз, болтовм. соединением 9 с вознол;-ностью свободного повс,оота ceitij.Hti
2относительно оси соездиненлл 9 в направлении их прогиба в .ч: 4--; машины о
Плиту 1 выполнйга:г д/гипой ие менее длины ианели 3 и
таточной для обеспечения необходимой прочности плиты.
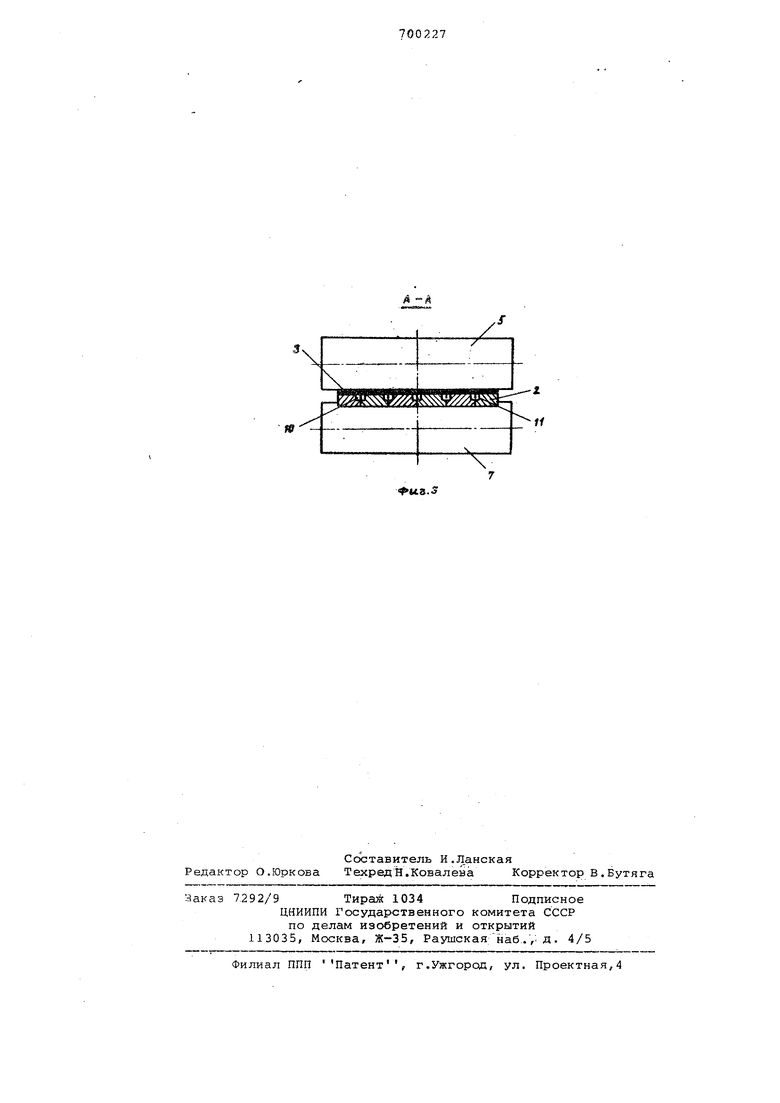
Продольные пазы выпо; гипот па (;ты,ках секций 2 ПЛИТЕЛ 1,. что обзспечи вает наибольшую площадь контакта плиты с панелью, а следовательно улучшает качество правки пгшелей.
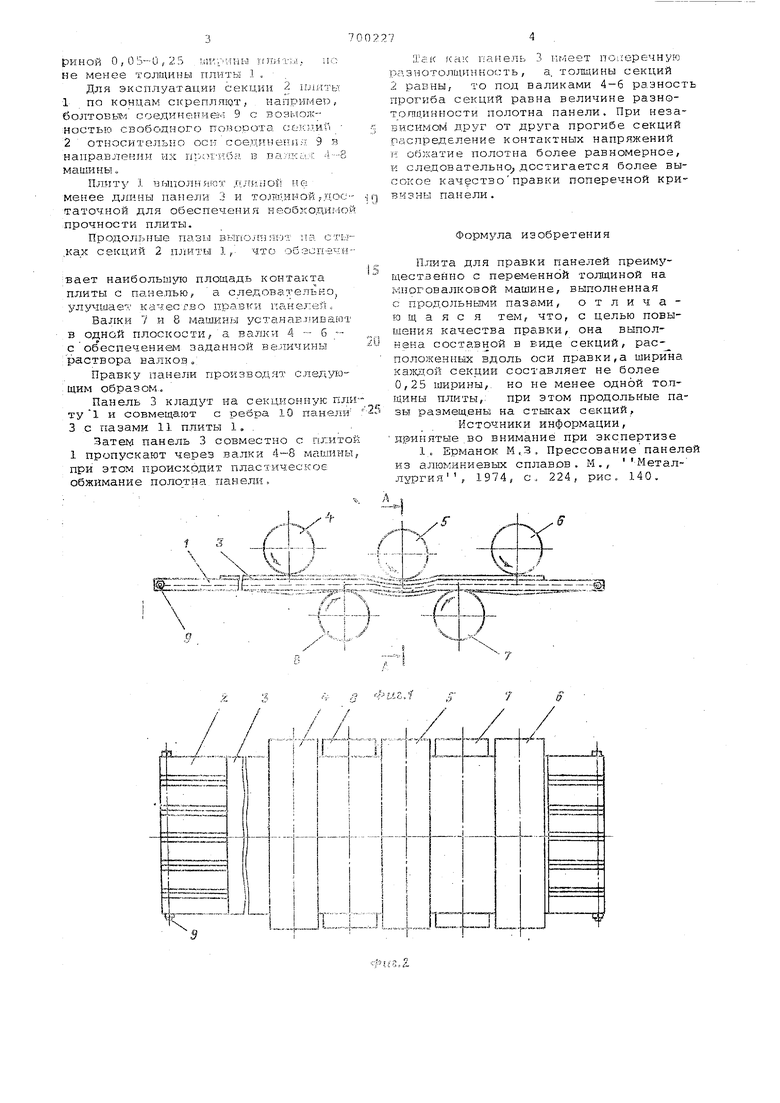
Валки 7 и 8 машины устс1нав. в одной плоскости, а 4 - б -с обеспечением заданной ве.пичины раствора валков.
Правку панели производят следующим образом.
Панель 3 кладут на секционную плиту 1 и совмещэ.гат с ребра 10 панели 3 с пазами 11 плиты 1, .
Затевд панель 3 совместно с плитой 1 пропускают через валки 4-8 машины, при этом происходит пластическое обжимание полотна панели.
/-р -(- 1 -iЧ К I .1
,........,:i
;Гак сак панель 3 имеет по11еречную ра.анотолщинность , а. толщины секций 2 peiBHH, то под валиками 4-6 разност прогиба секций равна величине разнотогпцинности полотна панели. При независимом друг от друга прогибе секций распределение контактных напряжений Т- оеЗжатие полотна более равномерное, и следовательно достигается более высокое качествоправки поперечной криви з НЕЛ панели.
Формула изобретения
Пхшта для правки панелей преим щественно с переменной толщиной на многовалковой машине, выполненная с продольнЕлми пазами, отличающаяся тем, что, с целью повышения качества правки, она выполнена составной в виде секций, расположенных вдоль оси правки,а ширина кажл.ой секции составляет не более 0,25 ширины,, но не менее одной толщины плиты, при этом продольные пазы размещены на стыках секций.
Источники информации, н 1инятые во внимание при экспертизе
1. Ерманок М,з, Прессование панел из алюминиевых сплавов. М., Металлургия, 1974, с. 224, рис. 140.
.Ui
19
i
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для получения прокаткой слоистых панелей с элементами жесткости | 1976 |
|
SU596407A1 |
| Заготовка для получения слоистых панелей с элементами жесткости | 1977 |
|
SU733947A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| КОНСТРУКЦИЯ ФУНДАМЕНТА ЗДАНИЯ, СОДЕРЖАЩАЯ ОГНЕСТОЙКИЕ АРМИРОВАННЫЕ ЛЕГКИЕ ЦЕМЕНТНЫЕ ПАНЕЛИ И МЕТАЛЛИЧЕСКИЙ КАРКАС | 2007 |
|
RU2424400C2 |
| Способ изготовления поковок типа панелей с разносторонне расположенными выступами | 1990 |
|
SU1789317A1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Плита для правки панелей | 1984 |
|
SU1192879A1 |
| Способ изготовления ребристых панелей из трудносвариваемого материала и прессовый инструмент для осуществления этого способа | 1976 |
|
SU615976A1 |
| Способ изготовления поковок панелей с выступами | 1989 |
|
SU1697965A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
.s
