(54) УСТРОЙСТВО ДЛЯ ПНЕВМОФОРМОВКИ
ПОЛЫХ ИЗДEЛИf иЗ листовых ЗАГОТОВОК
с:рел.ы посредством канала б от ясгочиика в полость толкателя 5 может быть осуишствлен, например через (Этверстйе в теле прижиг а 3 ли,минуя телб прижима 3, непосредственно и. полость толкателя 5 (не показано) , ныполнив канал 6 в боковой толкателя в данном случае над заготовкой.
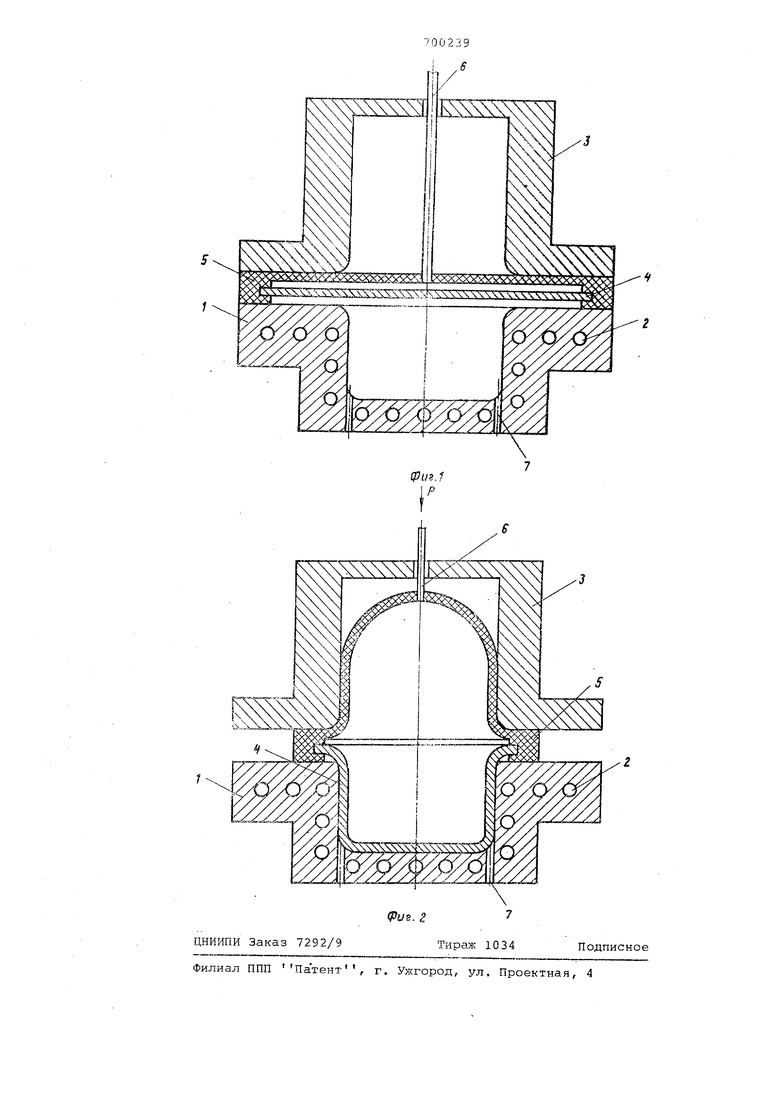
Толкатель 5 изготавливается из термопрочного эластичного материала (например, селиконовая резина) в 13иде полой крышки, боковые стеикп которой плотно охватывают торец фланца заготовки 4, Толкатель 5 с заготовкой 4 укладывают на матрицу и прижимают к ней прижимом 3. ПоверхнЪсть дна толкателя 5 обращена к прижиму 3. Устройство с заготовкой 4 с помощью нагревателей 2 нагревают до оптимальной температуры формовки
Далее от источника через канал б
подают; избыточное давление среды в полость между заготовкой 4 и толкателем 5. Под действием в полость матрицы 1 начинает пла.стически деформироваться в режиме сверхплз.стичности заготовка 4. Одновременно В полость прижима 3 начинает упруго Выпучиваться донная часть толкателя 5. Вследствие упругих деформаций: донной час-ти боковые стенки толке.теля 5 будут стремиться уменьшиться в периметре, т.е. будет происходить. их радиальное перемещение от периферии к цент-ру. Таким путем будет осуществляться торцовый подпор са-енКами толкателя 5 фланца формую1це,.ся заготовки 4, следовательно, пневмоформовка будет происходить с перемещением фланца заготовки 4 (вытягиванием его из-под прижима 3) .
По окончании пневмоформовки избыточное давление среды сбрасывают , например/ в а.тмосферу, отводят прижим 3, при этом толкатель 5 восстанавливает свою исходную форму его отводят от матрицы 1 и извлекаю:: из нее отформованное изделие.
Толщина боковых стенок толкателя 5 должна, с одной стороны, обеспечить отсутствие существенного смяти стенок при зажиме толкателя 5 между матрицей 1 и прижимом 3 и при воз-действии стенок при их перемещении на торец фланца заготовки 4, . быть возможно толще, а с другой
стороны, быть возможно тоньше с теМ
чтобы умегьшитт. между зсонтактирующими поверхностями толкателя 5 и прижима 3 с матрицей 1, Оптимум выбирается экспериментально,
Толщина дна толкателя 5 должна быть пропорциональной величине избыточного давления формующей среды, уменьшению толщины дна при максимальном выпу -швании и обратно пропорциональна пределу упругости материала толкателя.
Формула, изобретения
1. Устройство для пневмоформовки полых изделий из листовых заготовок, содержащее матрицу со встроенными нагревателями, полый прижим, источник избыточного давления среды и толкатель для создания торцового подпора флани.а заготовки, отличающееся тем, что, с целью упрощения конструкции, толкатель выполне из термопрочного эластичного материала в виде размещенной между матрицей и прижимом крышки, боковые стен которой охватывают, торец фланца заготовки, а полость между заготговкой и знутренней поверхностью крышки соединена с источником избыточного давления рабочей среды.
2., Устройство по п. IF О Т Л И чающеес я тем, что, с целью Увеличения срока слу;кбы толкателя, внутренняя no3eQX;(.- его боковых стенок металлиз-Li; озаьа
3 Устройство по :пп, 1 и 2, о тл и -ч а ю щ е е с я тем, что, с целью ут.1ены1 е1- ия трения между толк:ате.лем и матрицей с прикимоМ; контактирующие с матрицей и |1рижиксм поверхности толкателя металлизованы 4 Устройство по ПП.1--3. о т л ич а ю щ е е с я тем, что, с целью предотвращения падения и::;-бьггочного давления рабочей среды.i- на внутренней поверхности беконы:-: стенок гтолкателя выполнен паз подфланец заготовки.
Источники информации, принятые во внимание при экспертизе
1., Журнал dnterncitional Journal of Mechanical Science, 1970, 12,. 6, p. 463---477.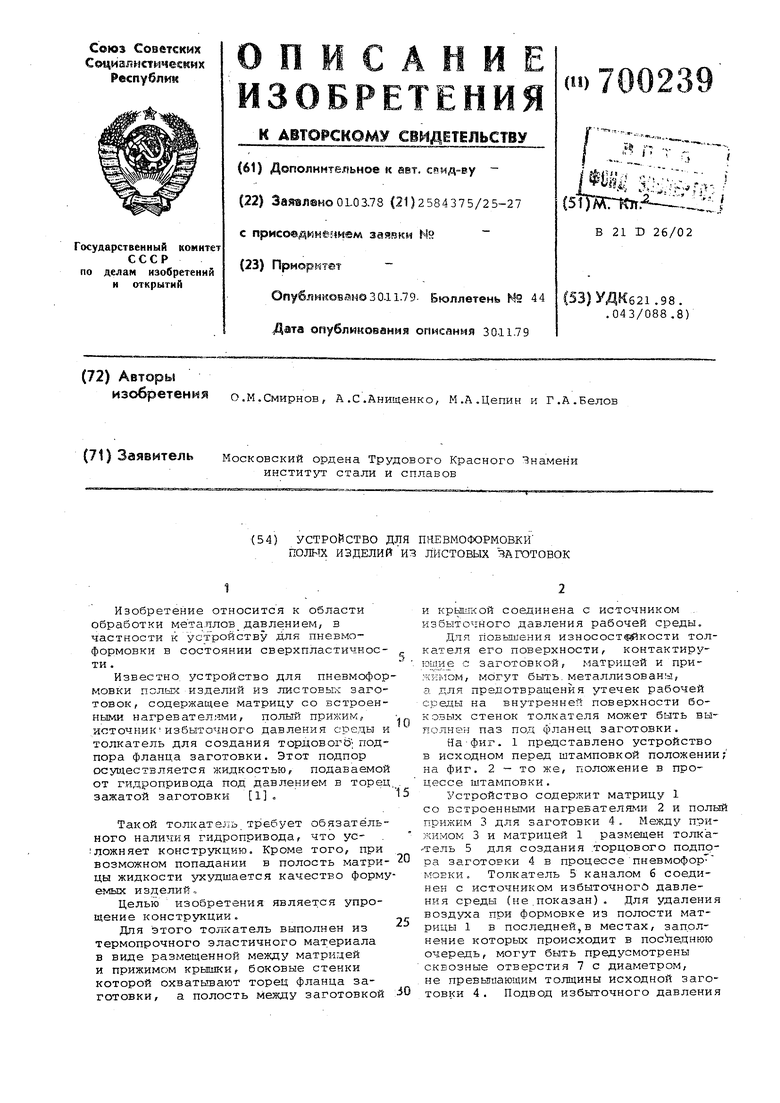
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
| Устройство для изотермической листовой штамповки газовой средой | 1981 |
|
SU1005983A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Устройство для пневмоформовки | 1978 |
|
SU721179A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| Устройство для пневмоформовки деталей из листовых заготовок | 1985 |
|
SU1296265A1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |