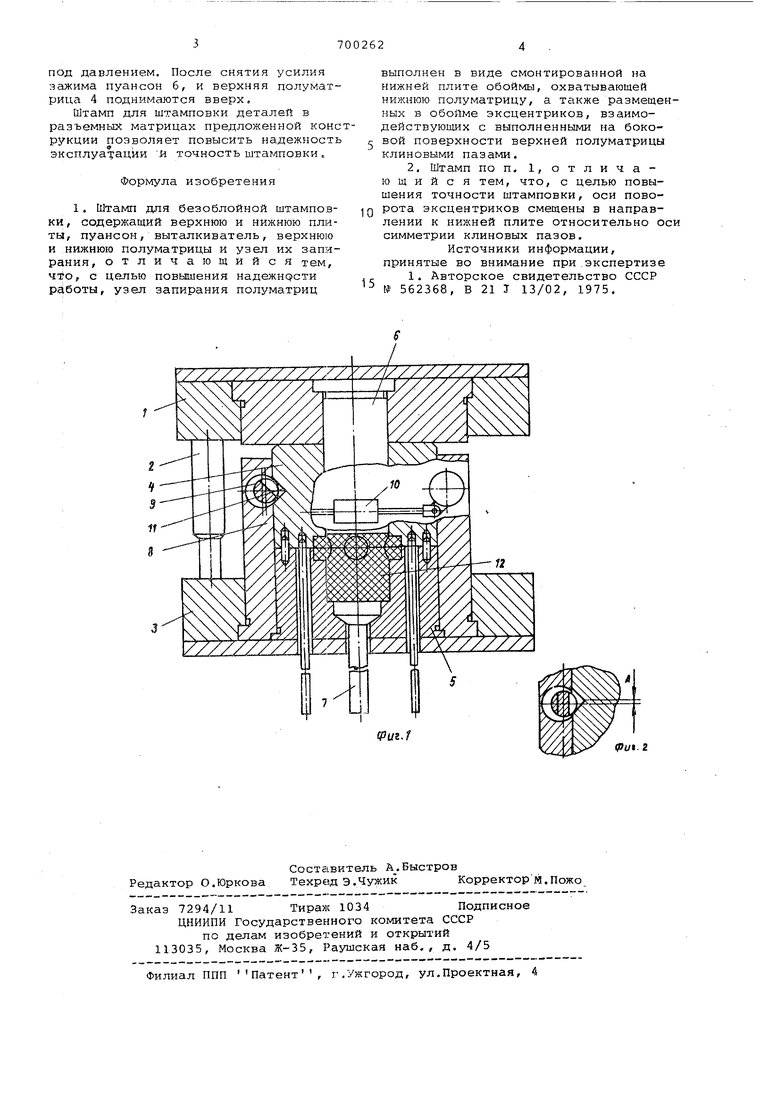
Изобретение относится к обработк металлов давлением, а именно к конс рукциям штампов для безоблойной шта повки. Известен штамп для безоблойной штамповки, содержащий верхнюю и ниж нюю плиты, пуансон, выталкиватель, верхнюю и нижнюю полумуфты и узел и запирания 1. Недостатком известного штампа яв ляется невысокая надежность работы, кроме того, известный штамп не позво ляет обеспечить требуемую точность штамповки. Целью изобретения является повьлше ние надежности штампа в работе, а та же повышение точности штамповки. Для этого в предлагаемом штампе узел запирания полуматриц выполнен в виде смонтированной на нижней плите обоймы, охватывающей нижнюю полумуфту, а также размещенных в обойме эксцентриков взаимодействующих с выполненными на боковой поверхности верхней полумуфты клиновыми пазами. Точность штамповки при этом повышается за счет того, что оси поворота эксцентриков смещены в направлени к нижней плите относительно оси симметрии клиновых пазов. На фиг. 1 показан предлагаемый штамп, разрез; на фиг. 2 - узел зажима полуматриц. Штампы содержат верхнюю плиту 1, связанную направляющими колонками 2 с нижней плитой 3, верхнюю полуматрицу 4, нижнюю полуматрицу 5, пуансон 6, выталкиватель 7, а также узел запирания полуматриц в виде обоймы 8 и размещенных в ней эксцентриков 9, приводимых во вращение силовым цилиндром 10 посредством тяг. Эксцентрики 9 взаимодействуют с клиновыми пазами 11, выраженными на боковой поверхности верхней полуматрицы. Оси поворота эксцентриков смещены в направлении к нижней плите относительно оси симметрии клиновых пазов на величину А, выбираемую конструктивно для обеспечения плотного закрытия полуматриц. Заготовку 12 укладывают в полость нижней полуматрицы. При включении пресса пуансон опускается и происходит деформирование заготовки. После завершения хода пуансона эксцентрика зажимы поворачиваются и поджимают заготовку при помоши цилиндра 10 с тягами, раОотаюшсго от сети сжатого воздуха или гидравлики
под давлением. После снятия усилия зажима пуансон 6, и верхняя полуматрица 4 поднимается вверх.
Штамп для штамповки деталей в разъемных матрицах предложенной консрукции позволяет повысить надежность эксплуатации И точность штамповки ,
Формула изобретения
1. Штамп для безоблойной штамповки, содержащий верхнюю и нижнюю плиты, пуансон, выталкиватель, верхнюю и нижнюю полуматрицы и узел их запирания, отличающийся тем, , с целью повышения нaдeжнQcти работы, узел запирания полуматриц
выполнен в виде смонтированной на нижней плите обоймы, охватывающей нижнюю полуматрицу, а также размещенных в обойме эксцентриков, взаимодействующих с выполненными на боковой поверхности верхней полуматрицы клиновыми пазами.
2. Штамп по п. 1, отличающийся тем, что, с целью повышения точности штамповки, оси поворота эксцентриков смещены в направлении к нижней плите относительно оси симметрии клиновых пазов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 562368, В 21 Т 13/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1982 |
|
SU1055581A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Штамп для безоблойной штамповки | 1984 |
|
SU1266633A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1066709A1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
