(54) ТЕРМИЧЕСКИЙ ПРЕСС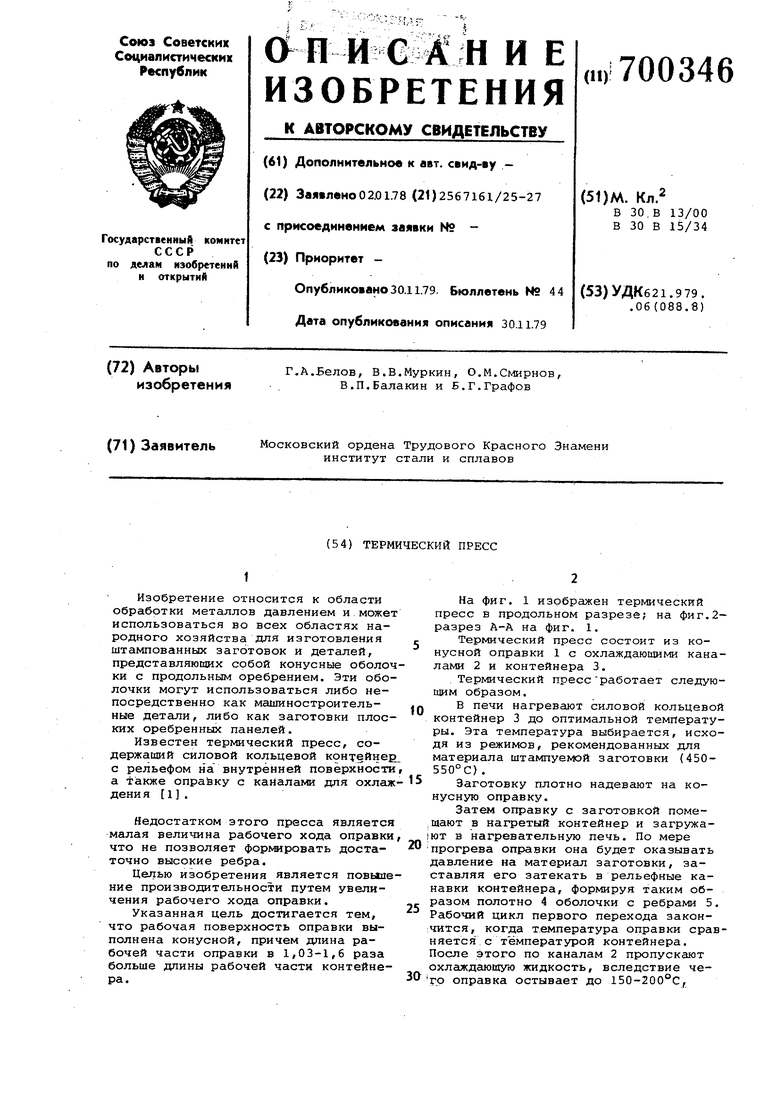
| название | год | авторы | номер документа |
|---|---|---|---|
| Термический пресс | 1976 |
|
SU601180A1 |
| Термический пресс | 1978 |
|
SU749686A1 |
| Узел охлаждения термического пресса | 1979 |
|
SU854741A1 |
| Термический пресс | 1975 |
|
SU530811A1 |
| Термический пресс | 1978 |
|
SU722782A1 |
| Термический пресс | 1985 |
|
SU1320079A1 |
| Термический пресс | 1980 |
|
SU946979A1 |
| Термический пресс | 1978 |
|
SU804521A1 |
| Пресс-форма для изготовления пластмассовых изделий с металлическими закладными деталями | 1989 |
|
SU1789347A1 |
| Термический пресс | 1977 |
|
SU670464A1 |
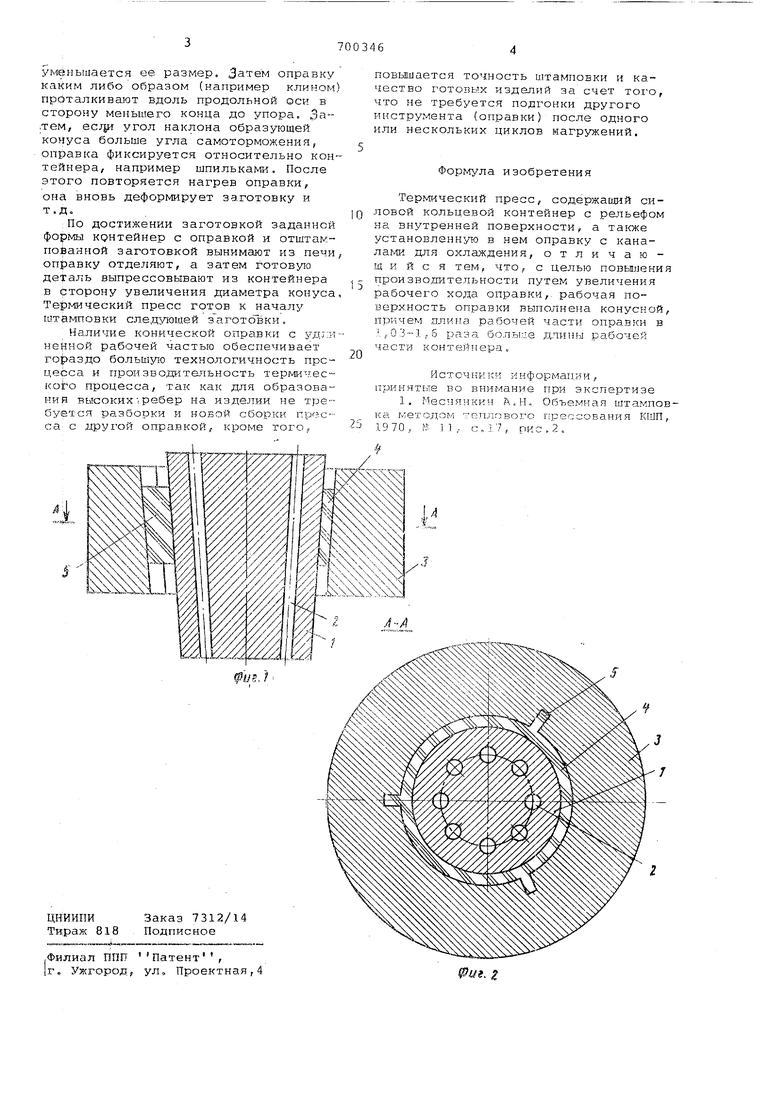
Изобретение относится к области обработки металлов давлением и може использоваться во всех областях народного хозяйства для изготовления штампованных заготовок и деталей, представляющих собой конусные оболо ки с продольным оребрением. Эти обо лочки могут использоваться либо непосредственно как машиностроительные детали, либо как заготовки плос ких оребренных панелей. Известен термический пресс, содержащий силовой кольцевой контейне с ре.пьефом на внутренней поверхности а также оправку с каналами для охлаж дени я 11 . Недостатком этого пресса является малая величина рабочего хода оправки что не позволяет фop мpoвaть доста точно высокие ребра, Це.пью изобретения является повыае ние производительностИ путем увеличения рабочего хода оправки. Указанная цель достигается тем, что рабочая поверхность оправки выполнена конусной, причем длина рабочей части оправки в 1,03-1,6 раза больше длины рабочей части контейнера. На фиг. 1 изображен термический пресс в продольном разрезе; на фиг.2- разрез А-А на фиг. 1. Термический пресс состоит из конусной оправки 1 с охлаждающими каналами 2 и контейнера 3. .Термический прессработает следующим образом. В печи нагревают силовой кольцевой контейнер 3 до оптимальной температуры. Эта температура выбирается, исходя из режимов, рекомендованных для материала штампуемой заготовки (450550°С) . Заготовку плотно надевают на конусную оправку. Затем оправку с заготовкой помеЩают в нагретый контейнер и загружают в нагревательную печь. По мере прогрева оправки она будет оказывать давление на материал заготовки, заставляя его затекать в рельефные канавки контейнера, формируя таким образом полотно 4 оболочки с ребрами 5. Рабочий цикл первого перехода закончится, когда температура оправки сравняется с температурой контейнера. После этого по каналам 2 пропускают охлаждающую жидкость, вследствие чегр оправка остывает до 150-200°С,
