.(54)
ТЕРМИЧЕСКИЙ ПРЕСС Изобретение относится к области обработки металлов давлением и может использоваться для изготовления штам пованных заготовок, представляющих собой оребренные оболочки. Эти оболочки могут быть использованы либо непосредственно как машинортроительные детали, либо как трубчатые заготовки плоских оребренных панелей. Известен термический пресс, содержащий кольцевую матрицу, установленный в ней пуансон с рельефом на наружной поверхности и каналами охлаждения, а также устройство для выпрессовки пуансона из матрицы после операции формообразования Щ Недостатком этого пресса является сложность устройства для выпрессовки пуансона, так как в нем предлагается использовать переносные силовые домкраты в качестве источника усилия. Использование их связано с определен ными эксплуатационными неудобствами, так как для приведения их в действие требуется обеспечить подведение к ним извне электрической проводки, гид равлической сети, механической энергии и т.п..Необходимость размещения переносных домкратов между стержнем, помещенным в сквозные отверстия пуан сона и торцовым диагональным пазом в матрице, требует увеличения глубины этого паза, что снижает прочность матрицы. Кроме того, стандартные переносные силовые домкраты рассчитаны на эксплуатацию при температуре, близкой к комнатной, а применение их в .конструкции термического пресса, где они соприкасаются с нагретыми массив ными деталями неблагоприятно сказывается на их эксплуатационных характеристиках. Цель изобретения - упрощение конструкции термического пресса. Это достигается тем, что матрица выполнена с глухими отверстиями,пуансон выполнен с опорным фланцем со сквозными отверстиями, соосными отверстиям матрицы, устройство для выпрессовки выполнено в виде помещенных в отверстия матрицы металлических стержней с длиной, превышающей .глубину глухих отверстий в матрице, а пресс снабжен установленными между стержнями и опорным фланцем пуансона опорными подпятниками с поперечными размерами, превышающими размер отверстий в опорной поверхности фланца пуансона.
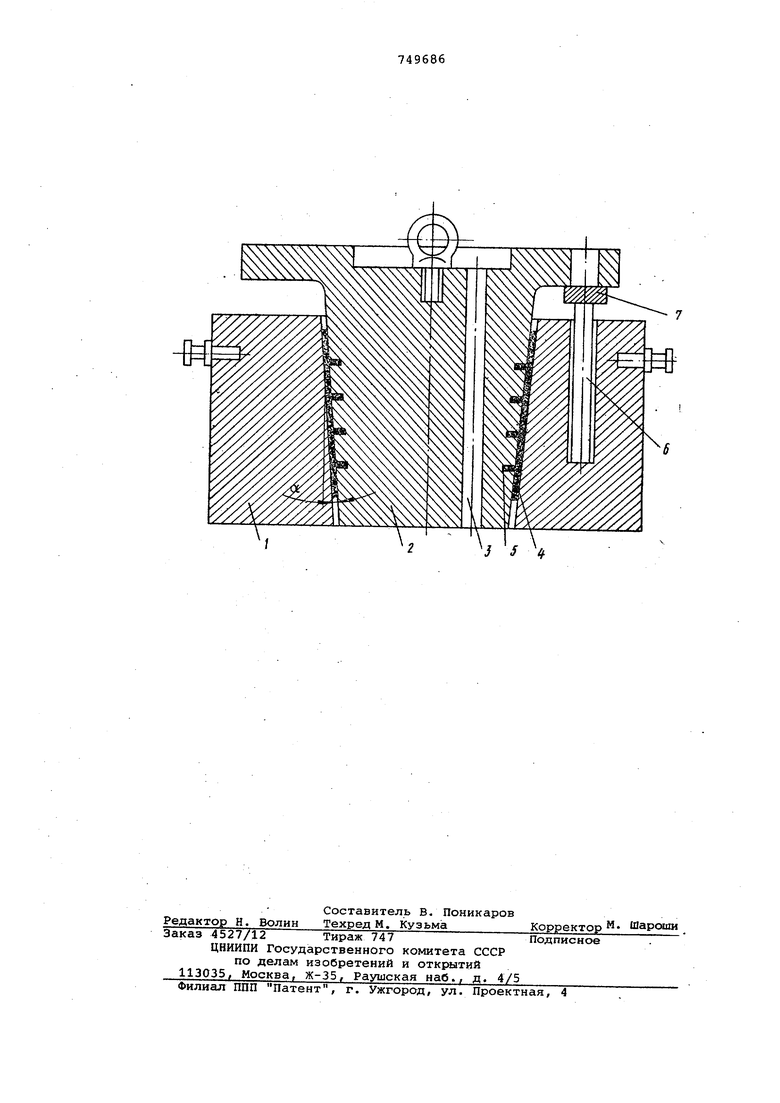
На чертеже показан термический пресс/ в разрезе. .
Термический пресс для изготовления замкнутых оребренныкконических оболочек содержит кольцевую, матрицу 1, рельефный пуансон 2 с каналами для охлаждения 3, штампуемую деталь 4 с полученными в результате прессования, ребрами 5. Стержни б помещены в глухи отверстия, выполненные в верхнем торце матрицы. Опорные подпятники 7 расположены между свободными торЦами стержней и опорной поверхностью фланца пуансона.
Термический пресс работает следующим образом.
В нагревательной печи, которая не входит непосредственно в конструкцию ,термического пресса (на чертеже не показана) /нагревается кольцевая матрица 1 до оптимальной температуры. В случае, есЛи материал штампуемой заготовки алюминиевый сплав, эта те шература составляет 420-500 С. Заготовка будущей штамповки 4, имеющая стенку постоянной величины, одевается на пуансон 2. Собранные таким образом пуансон и заготовка помещаются внутрь предварительно нагретой матрицы 1. Затем обеспечивается нагрев пуансона до рекомендованных для материала, детали температур. (В случае, если материал заготовки алюминиевый сплав, эта температура составляет 420-500 с) .Для этой цели может быть использована нагревательная печь/ в которой до этого нагревалась матрица, или автономный нагрев пуансона. По мере нагрева тела пуансона он будет оказывать давление на материал заготовки, заставляя его затекать в рельефные канавки и образовывать ребра 5. Таким образом, формируется заданная рельефная поверхность штампуемой детали.
По достижении нужной температуры прекращают нагрев пуансона/ например, извлекая всю сборку из печи. Интенсивно охлаждают пуансон 2, пропуская холодную воду по каналам ох. лаждения 3. При этомуменьшается натяг между оправкой и контейнером.Между наружной поверхностью штампуемой детали 4 и внутренней поверхностью матрицы 1 действуют значительные силы сцепления, которыеимеют место после того, как ликвидируется натяг, вызваяный нагревом пуансона. При небольшой величине угла эти силы препятствунй- свободному извлечению пуансона из матрицы 1.
Для перемещения пуансона вверх используются металлические, например стальные стержни б, устанавливаемые В глухие отверстия в матрице. Эти
стержни после извлечения матрицы и пуансона из пеЧи вводятся сверху в глухие отверстия в матрицы через с сквозные отверстия в опорном фланце пуансона.Между верхними торцами стер. Жней и нижней поверхностью опорного фланца пуансона помещаются опорные подпятники 7, высота которых равна первоначальному размеру между этими поверхностя/ми.
Во время охлаждения пуансона водой,
текущей.по каналам 3, стержни 6/ находящиеся в глухих о.тверстиях матрицы нагреваются, длина их увеличивается и, воздействуя на пуансон 2 через
5 опорные подпятники 7, они создают осевую силу, разъединяющую пуансон и матрицу. Извлекают пуансон из матрицы с помощью транспортного устройства, например с помощью мостового крана, и
0 удаляют с него отштампованную деталь. Извлекают стержни из глухих отверстий матрицы.После этого термический пресс готов к повторению всего технологического цикла.
5 Таким образом, конструкция термического пресса обеспечивает надежное извлечение пуансона из матрицы за счет значительных сил, возникающих при расширении стержня и по сравнению с известной является более простой .
Формула изобретения
Термический пресс, преимущественно для изготовления оболочек, содержащий .кольцевую матрицу, установленный в ней пуансон с рельефом на наружной поверхности И каналами охлаждения, а также устройство для выпрессовки пуансона из матрицы после операции формообразования, отличающийся тем, что, с целью упрощения конструкции, в матрице выполнены глухие отверстия, пуансон выполнен с опорным фланцем со сквознькли отверстиями, соосными отверстиями матрицы, устройство для выпрес :овки выполнено в виде помещенных в
отверстия матрицы металлических стержней длиной,превышающей глубину глухих отверстий в матрице,а пресс снабжен установленными между стержнями и опорным фланцем пуансона опорными подпятниками с поперечными размерами,
превышающими размер отверстий во фланце пуансона.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
530811, В 20 В 15/34, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термический пресс | 1976 |
|
SU601180A1 |
| Узел охлаждения термического пресса | 1979 |
|
SU854741A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| Термический пресс | 1975 |
|
SU530811A1 |
| Устройство для получения полых оболочек сложной пространственной формы | 1987 |
|
SU1502149A1 |
| Термический пресс | 1983 |
|
SU1123886A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |