Предлагаемый пресс имеет ту отличительную особенность по сравнению с уже известными прессами, что с целью создания давления одновременно на резиновую смесь и форму для ее удержания в собранном виде во время литья цилиндр для смеси, взаимодействующий с формой и сообщающийся с ней питательным каналом, выполнен подвижным от подвижного пуансона посредством заключенной в цилиндр резиновой смеси, причем поперечное сечение полости цилиндра превышает поперечное сечение полости формы и питательного канала вместе взятых.
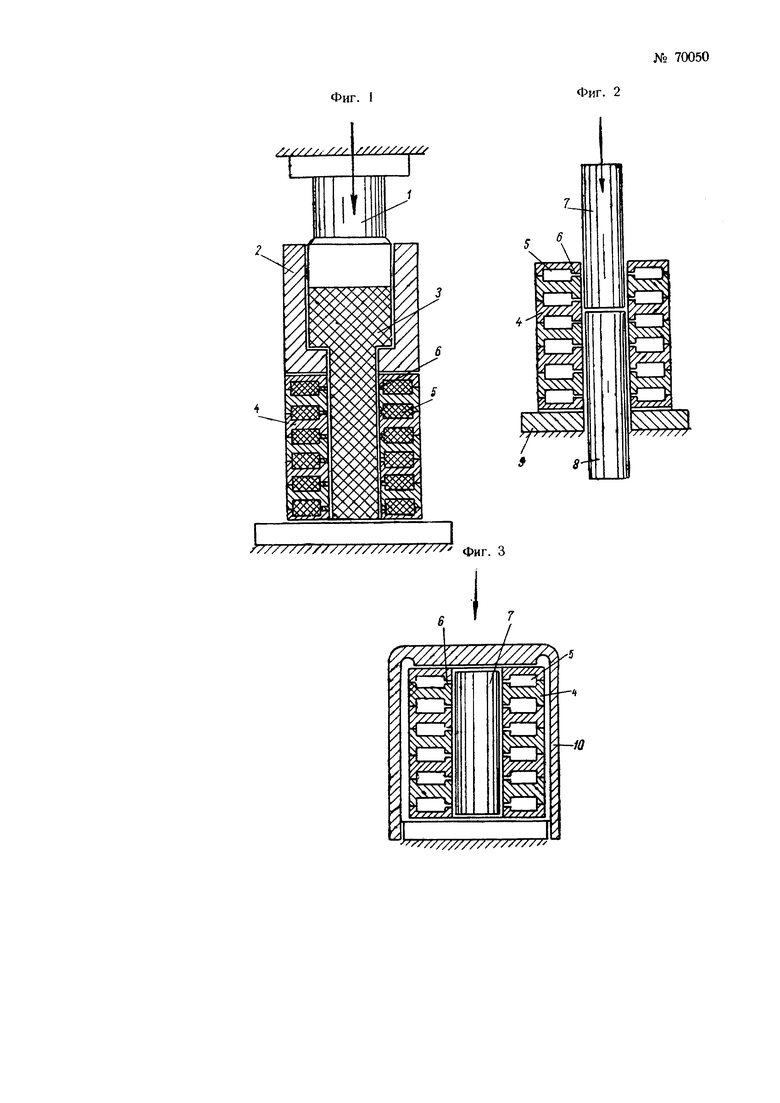
На фиг. 1 изображен схематически вертикальный разрез рабочих частей пресса для литья под давлением резиновых смесей совместно с многоместной и многоэтажной, так называемой блок - формой, выполненной, в соответствии с настоящим изобретением, на фиг. 2 - разрез блок - формы в процессе удаления резины из ее питательного канала и вставки металлического сердечника и на фиг. 3 - разрез блок - формы, заключенной в пресс-камеру автоклава для вулканизации.
Предлагаемый пресс для литья состоит из пуансона 1, входящего в цилиндр 2 для резиновой смеси, устанавливаемых сверху собранной блок-формы 4.
Блок-форма состоит из отдельных накладываемых друг на друга плит с углубленными формами 5 для отливаемых изделий, соединенными литейными радиальными каналами (литниками) 6 с центральным питательным каналом 3. Отдельные плиты соединяются друг с другом, а равно и с цилиндром 2 посредством установочных штифтов, не указанных на схеме, так, чтобы литейный канал цилиндра совпадал с центральным питательным каналом 3 литейных плит.
При прессовке на собранную форму устанавливают цилиндр, в питательный канал вкладывают резиновую смесь, снятую с вальцов в виде свернутого в трубку листа, в цилиндр вкладывают пуансон и псе вместе помещают в пресс между плитами его стола и ползуна.
При прессовании резиновая смесь заполняет питательный канал и по литникам 6 литейные формы 5.
Ввиду того что поперечное сечение полости цилиндра превышает поперечное сечение полости формы и питательного канала вместе взятых, развиваемое пуансоном давление не только сжимает резиновую смесь в цилиндре, но и заставляет его производить давление на блок-форму, препятствуя тем самым проникновению смеси наружу между плитами формы.
После прессовки, как это изображено на фиг. 2, в питательный канал блок-формы на особом прессе запрессовывают металлический сердечник 7, который при этом перекрывает литники формы и выдавливает из канала оставшуюся резиновую смесь 8 через несколько меньшее отверстие в плите 9 пресса, что обеспечивает свободное закладывание выдавленного куска в питательный канал формы при следующем прессовании изделий.
Блок-форма вместе с вставленным сердечником устанавливается в пресс-камеру 10 автоклава для вулканизации, как это показано на фиг. 3; после вулканизации выпрессовывают сердечник, разбирают блок-форму и завулканизированные изделия вынимают.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339512C1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Установка для литья металлов с подачей и кристаллизацией под давлением | 1988 |
|
SU1719153A1 |
| Модельная литьевая форма | 1984 |
|
SU1171343A1 |
| Многоместный штамп для обрезки отливок | 1981 |
|
SU997978A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Устройство для получения отливок выжиманием с кристаллизацией под давлением | 1988 |
|
SU1734940A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
Пресс для литья резиновых смесей под давлением с применением разъемной и многоместной блок - формы, отличающийся тем, что с целью создания давления одновременно на резиновую смесь и форму для ее удержания в собранном виде во время литья цилиндр 2 для смеси, взаимодействующий с блок - формой 4 и сообщающийся с ней питательным каналом 3, выполнен подвижным относительно подвижного пуансона 1 посредством заключенной в цилиндр резиновой смеси, причем поперечное сечение полости цилиндра превышает поперечное сечение полости формы и питательного канала вместе взятых.
