Изобретение относится к технологии производства шин, в первую очередь к велосипедам, и может найти применение в шинной промьшшенности.
Целью изобретения является повышение качества сборки за счет устранения складок каркасного браслета в зоне бортов.
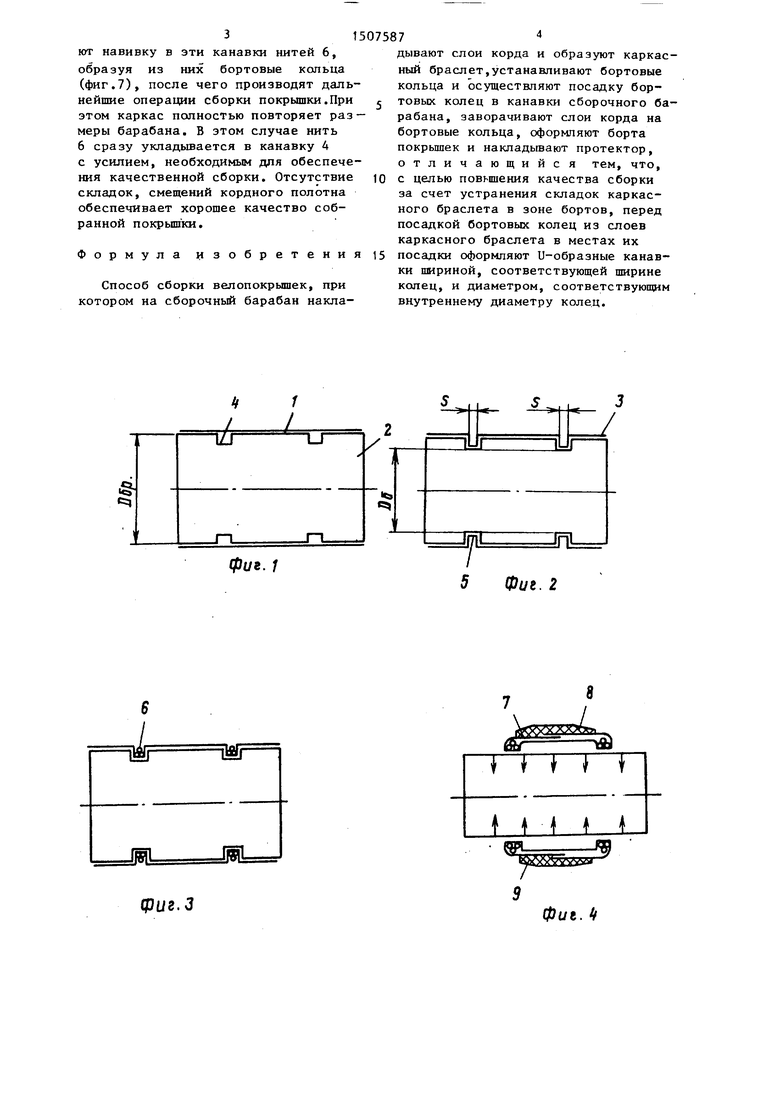
На фиг.1-4 показаны последовательные стадии сборки; на фиг.5-7 - пример осуществления данного способа.
Из слоя корда каркаса 1 образуют на сборочном барабане 2 каркасный браслет 3 диаметром D (фиг.1), который больше Dg - посадочного диаметра бортов собираемой покрышки. На барабане имеются канавки 4 для формирования бортов покрьшжи.
Затем каркасный браслет 3 в местах образования бортов постепенно углубляют, оформляя две и-образные канавки 5 с шириной S и диаметром Dg (фиг.2), соответствующими ширине и диаметру бортовых колец.
В канавки 5 (фиг.З) укладывают, наматьшая из одиночной нити 6 прочного гибкого материала, бортовые кольца, которые в сечении имеют несколько витков (исходя из треб-ований про ности) .
После завершения образования бортов на них поочередно производят заворот кромок 7 и 8 каркасного браслета 3, стыкуя их в зоне короны и образуя таким образом каркас по- (фиг.4). На полученный каркас накладывают заготовку протектора 9 покрышки, стыкуют ее и сжимают барабан 2. Собранную таким образом сы- рлто покрьш1ку передают на вулканизацию. Процесс сборки заканчивается.
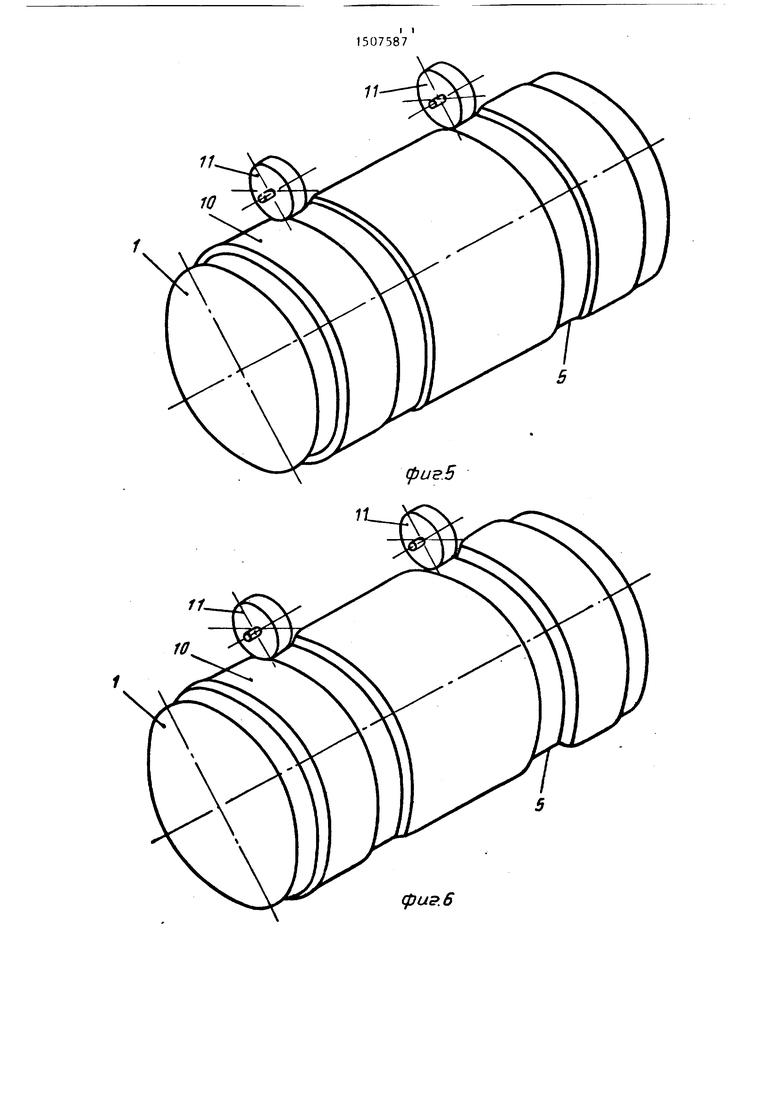
Пример. После образования каркаса 10 на сборочном барабане 2 (фиг.5) сначала, постепенно углубляясь в наружную поверность каркаса 10, например, с помощью ролика 11, ведут оформление канавок 5 под бортовые кольца (фиг.5 и 6), затем осуществля(Л
СП
о ел
GO
ют навивку в эти канавки нитей 6, образуя из них бортовые кольца (фиг.7), после чего производят дальнейшие операции сборки покрышки.При этом каркас полностью повторяет размеры барабана. В этом случае нить 6 сразу укладывается в канавку А с усилием, необходимым для обеспечения качественной сборки. Отсутствие складок, смещений кордного полотна обеспечивает хорошее качество собранной ПОКРЬШ1КИ.
Формула изобретения
Способ сборки велопокрышек, при котором на сборочный барабан накладывают слои корда и образуют каркасный браслет,устанавливают бортовые кольца и осуществляют посадку бортовых колец в канавки сборочного барабана, заворачивают слои корда на бортовые кольца, оформляют борта покрьшек и накладьтают протектор, отличающийся тем, что, с целью повышения качества сборки за счет устранения складок каркасного браслета в зоне бортов, перед посадкой бортовых колец из слоев каркасного браслета в местах их посадки оформляют U-образные канавки шириной, соответствующей ширине колец, и диаметром, соответствующим внутреннему диаметру колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU549941A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU553803A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Покрышка пневматической шины и способ ее сборки | 1978 |
|
SU816062A1 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Устройство для сборки покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU823165A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU710162A1 |

Изобретение относится к технологии производства шин, в первую очередь к велосипедам, и может найти применение в шинной промышленности. Цель изобретения - повышение качества сборки за счет устранения складок каркасного браслета в зоне бортов. Для этого перед посадкой бортовых колец из слоев каркасного браслета в местах их посадки оформляют @ -образные канавки шириной, соответствующей ширине колец, и диаметром, соответствующим внутреннему диаметру колец. 7 ил.
LT
фиг. 1
сриг.З
Фиг. 2
фиг. ft
фи.б
