(54) ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ НА МЕТЧИКАХ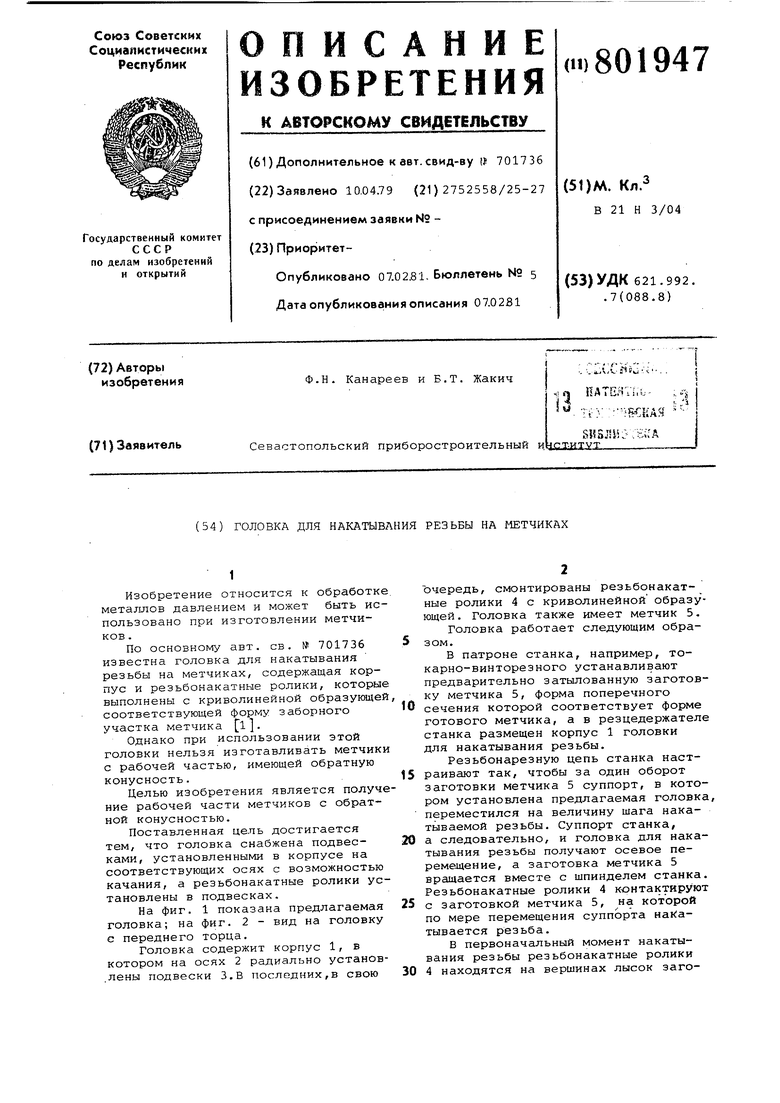
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| Головка для накатывания резьбыНА МНОгОгРАННыХ МЕТчиКАХ | 1979 |
|
SU795674A1 |
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| Устройство для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU827231A1 |
| Станок для накатывания резьбы на метчиках | 1981 |
|
SU965579A1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении метчиков .
По основному авт. св. № 701736 известна головка для накатывания резьбы на метчиках, содержащая корпус и резьбонакатные ролики, которые выполнены с криволинейной образующей соответствующей форму заборного участка метчика l.
Однако при использовании этой головки нельзя изготавливать метчики с рабочей частью, имеющей обратную конусность.
Целью изобретения является получение рабочей части метчиков с обратной конусностью.
Поставленная цель достигается тем, что головка снабжена подвесками, установленными в корпусе на соответствующих осях с возможностью качания, а резьбонакатные ролики установлены в подвесках.
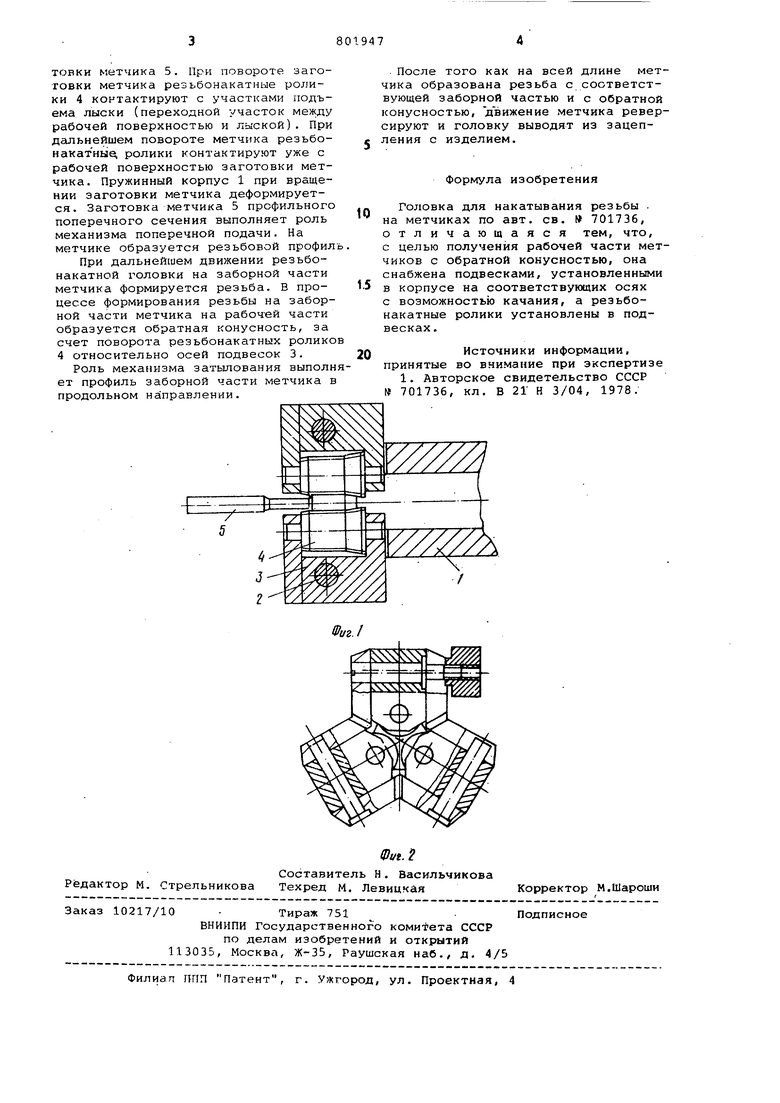
На фиг. 1 показана предлагаемая головка; на фиг. 2 - вид на головку с переднего торца.
Головка содержит корпус 1, в котором на осях 2 радиально установ.лены подвески З.В последних,в свою
очередь, смонтированы резьбонакатные ролики 4 с криволинейной образующей. Головка также имеет метчик 5. Головка работает следующим обра3 ом.
В патроне станка, например, токарно-винторезного устанавливают предварительно затылованную заготовку метчика 5, форма поперечного
сечения которой соответствует форме готового метчика, а в резцедержателе станка размещен корпус 1 головки для накатывания резьбы.
Резьбонарезную цепь станка настраивают так, чтобы за один оборот заготовки метчика 5 суппорт, в котором установлена предлагаемая головка, переместился на величину шага накатываемой резьбы. Суппорт станка,
а следовательно, и головка для накатывания резьбы получают осевое перемещение, а заготовка метчика 5 вращается вместе с шпинделем станка. Резьбонакатные ролики 4 контактируют
с заготовкой метчика 5, на которой по мере перемещения суппорта накатывается резьба.
В первоначальный момент накатывания резьбы резьбонакатные ролики
4 находятся на вершинах лысок загс
