I
Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания резьб на метчиках.
Известны устройства для накатывания резьб на метчиках - резьбонакатные станки моделей 5933, МФЮЗ, НР-3, которые содержат станину, подвижную и неподвижную шпиндельные бабки, с установленными в них резьбонакатньми роликами, привод резьбонакатных роликов и привод подвижной бабки 1 .
Недостатком этих устройств является сложность их конструкции и низкая точность накатываемых резьб, так как заготовки бесстружечных метчиков имеют форму многогранника с овальными сторонами, а оси резьбонакатных роликов неподвижны в процессе накатывания резьбы, поэтому на отдельных участках накатывается полный профиль а на других - неполный.
Наиболее близкой к предлагаемому является головка для накатывания резьбы на многогранных метчиках, которая содержит корпус с подвесками, установленными равномерно по окружности, по числу граней накатываемой детали и резьбонакатные ролики, установленные попарно в соответствующих подвесках 2.
Недостатком указанной головки является усложненность ее конструкции из-за нашкчия дополнительных узлов подвесок, установка которых приводит к увеличению габаритов головки и соответственно к увеличению ее металлоемкости.
0
Цель изобретения - упрощение конструкции и снижение металлоемкости головки.
Поставленная цель достигается тем, что корпус головки выполнен в виде цанги, с количеством лепестков вдвое большим количества граней метчика, причем противолежащие лепестки связаны между собой регулировочными элементами, а резьбонакатные ролики ус0тановлены на концах лепестков.
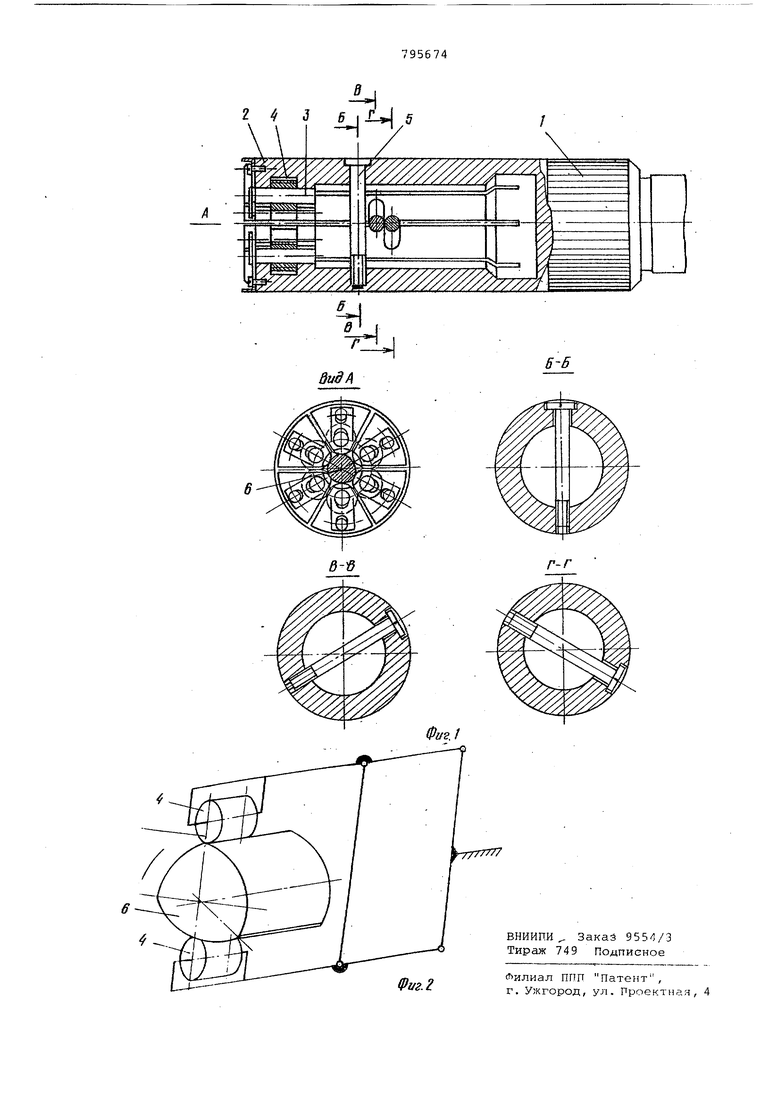
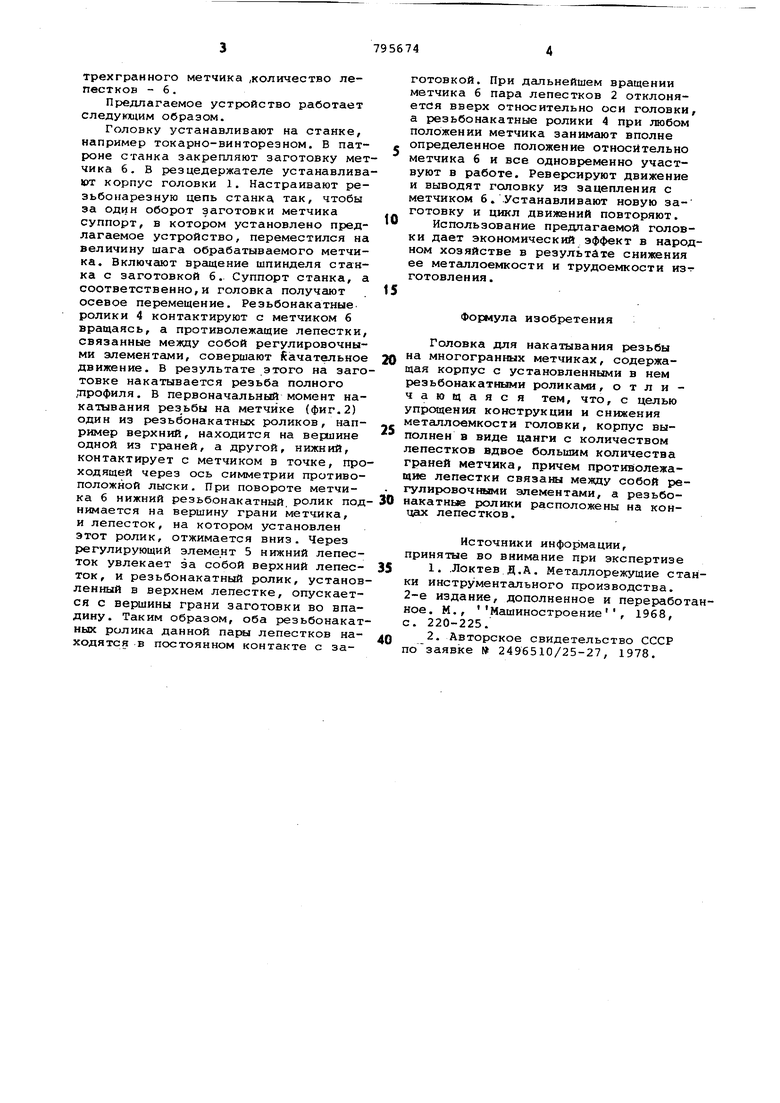
На фиг.1 показано схематически предлагаемое устройство, разрез; на фиг.2 - принципиальная схема работы одной из пар лепестков.
5
Головка содержит корпус 1, выполненный в виде цанги с лепестками 2, в которых на осях 3 установлены резьбонакатные ролики 4. Противолежащие лепестки 2 связаны между собой регулировочными элементами 5. Для
(J
трехгранного метчика ,количество лепестков - 6.
Предлагаемое устройство работает следуюишм образом.
Головку устанавливают на станке, например токарно-винтореэном. В патроне станка закрепляют заготовку метчика 6. В резцедержателе устанавлива1рт корпус головки 1. Настраивают резьбонарезную цепь станка так, чтобы за один оборот заготовки метчика суппорт, в котором установлено предлагаемое устройство, переместился на величину шага обрабатываемого метчика. Включают вращение шпинделя станка с заготовкой 6. Суппорт станка, а соответственно,и головка получают осевое перемещение. Резьбонакатные ролики 4 контактируют с метчиком 6 вращаясь, а противолежащие лепестки, связанные между собой регулировочными злементс1ми, совершают Качательное движение. В результате этого на заготовке накатывается резьба полного Д1РОФИЛЯ. В первоначальный момент накатывания резьбы на метчике (фиг.2) один из р езьбонакатных: роликов, например верхний, находится на вершина одной из граней, а другой, нижний, контактирует с метчиком в точке, проходящей через ось симметрии противоположной лыски. При повороте метчика 6 нижний резьбонакатный, ролик поднимается на вершину грани метчика, и лепесток, на котором установлен этот ролик, отжимается вниз. Через регулирующий элемент 5 нижний лепесток увлекает за собой верхний лепесток, и резьбонакатный ролик, установленный в верхнем лепестке, опускается с вершины грани заготовки во впадину. Таким образом, оба резьбонакатньк ролика данной пары лепестков находятся в постоянном контакте с заготовкой. При дальнейшем вращении метчика б пара лепестков 2 отклоняется вверх относительно оси головки, а резьбонакатные ролики 4 при любом положении метчика занимают вполне - определенное положение относительно метчика 6 и все одновременно участвуют в работе. Реверсируют движение и выводят головку из зацепления с метчиком б. Устанавливают новую заготовку и цикл движений повторяют.
ОИспользование предлагаемой головки дает экономический эффект в народном хозяйстве в результате сниижния ее металлоемкости и трудоемкости изт готовления.
Формула изобретения
Головка для накатывания резьбы Q на многогранных метчиках, содержащая корпус с установленными в нем резьбонакатными роликами, отличающаяся тем, что, с целью упрощения конструкции и снижения металлоемкости головки, корпус выполнен в виде цанги с количеством лепестков вдвое большим количества граней метчика, причем противолежащие лепестки связаны между собой регул ировочньвли элементами, а резьбо0 накатные ролики расположены на концах лепестков.
Источники информации, принятые во внимание при экспертизе
51. .Локтев Д.А. Металлорежущие станки инстру ментального производства. 2-е издание, дополненное и переработанное. М., Машиностроение, 1968, с. 220-225.
д2. Авторское свидетельство СССР
по заявке 2496510/25-27, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| Устройство для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU827231A1 |
| Головка для накатывания резьбыНА МЕТчиКАХ | 1979 |
|
SU801947A2 |
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| Резьбонакатная головка | 1982 |
|
SU1031605A1 |
| Головка для накатывания резьбы на метчиках | 1981 |
|
SU969393A1 |
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |