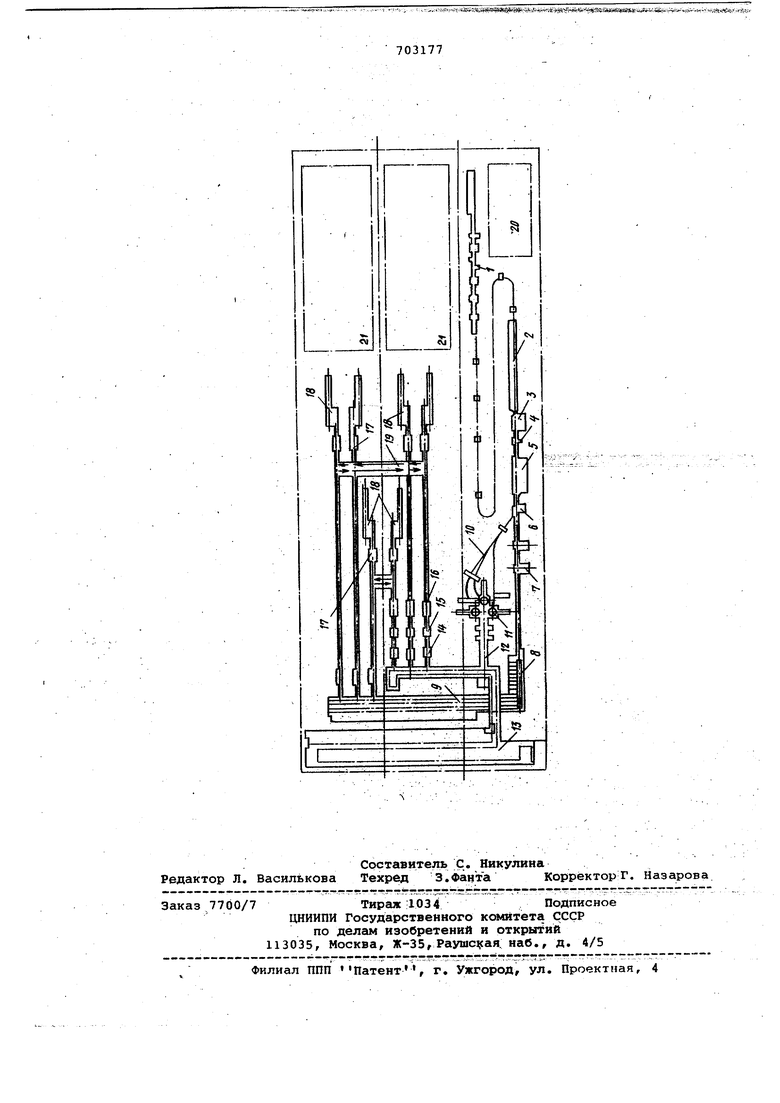
(54) ЛИНИЯ НЕПРЕРЬЮНРЙ ПЕЧНОЙ СВАРКИ ТРУБ Линия непрерывной печной сварки труб содержит участок 1 подготовки штрипса, нагревательную печь 2, фор мовочйо-сварочный стан 3, летучие кривошипные ножницы 4, редукционнорастяжной стан 5 и ножницы 6. За ножницами 6 линия раздваивается на два технологических потока производства труб. Один технологический поток содержит летучую пилу 7, бсарабанный сбрасыватель 8,цепной холодильник9 для охлаждения труб Вотрезках. Вторая технологическая линия со ДёрШт проводки 10 со стрелками, мо талки 11 для сматывания труб в. , транспортёр 12 и подвесной конвёйер 13 для охлаждения бунтов. За подвесным конвейером 13 установлены разматыватель 14, роликоправильная шина 15, и отрезное устройство 16. Оба rfexHOJiorK4ec.KHx потока объеди йены общим комплексом отделочного оборудования, состоящим из трубоправильных машин 17, торцово«|1ых станков 18 и передаточных устройств 19, Линия работает следующим образом Штрйпс в йз лсэнйз со склада ,20 подается на линию 1 подготгойК йтрийса, где он разматывается, правится и для обеспечения непрерывности процейса концы рулрйов свариваются на стыкосваррчно 1 машине. Затем штрипс п«ступа ётЕ1 нагревательную печь 2 и после выхода из неё формуется и свар вается в трубу в Формовбчнр-сварочнб стане 3. Далее труба поступает р редукционно-растяжной стан 5. Трубы брльшого диаметра прсле редукционнорастяжного стана 5 разрезаются на ходу летучей ПИЛОЙ 7 и поступают На ба| аба11ный сбрасыватель 8, который передает трубы на цепной холодильник 9 для охлаждения. Затем онипоступают с помощыо передаточных устрой ств 19 на общий KpMiiiieKC отдёлгб йбго оборудования: рубоправильные машины 17 и TopttoBpJHBe станки 18 Трубы малого диаметрапосле редукционНорастяжного стана 5 через проводки 1Q со стрелками направляются в одну из мотсшок 11, которйе работают попеременно. После заполнения бараeaifa одной из мотсШок летучие нож703177ницы б разрезают трубу и передний конец Со Ьтрёлкой направляется в другую моталку. Далее процесс повторяется. Смотанный бунт вьщается на подвесной конвейер 13 для охлаждения с помощью транспортера 12. С-конвейера 13 Охлажденные бунты поступают на разматыватель 14, роликоправильную машину 15 и отрезное устройство. 16. Далее отрезанные трубы поступают с помощью передаточных устройств 19 на трубоплавильные машины .17 в торцоврчныё станки 18, которые являются общими для первого и второго тех олргичдских потоков Готовые трубы пост|п ают на склад 21. Предлагаемая линия непрерывной печной сварки труб по сравнению с лучшими образцами аналогичного оборудования позволяет повысить скорость прокатки TJpyb в 2 раза и достичь рекордную производительность более 6000 труб в час. Устройство позволяет также производить трубы в широком диапазоне. Формула изобретения . Линия непрерывной печной сварки труб, содержащая последовательно установленные по ходу технолргического процесса участок подготовки штрипса, нагрёва;телбную печь, формовочНо сварочный и )ёдукционный станы, ножHJf fi, барабанный сбрасыватель, холодильник и комплекс отделрчнргр оборудования, отличающаяся тем, что, с целью повышения производительности ЛИНИИ за счет расширения диапазона изготавливаемьк на ней -РУб, она снабжена 6азмещенным межу ножницами и комплексом о1делрчогр оборудования дополнительный техологическим потоком, выполненным в проводок, с моталками, одвесного кбнвейера, разматывателя, оликоправильной машины и отрезного стройствйТ Источники информации, ринятые во внимание при экспертизе 1. Маскилейсон A.M., Медников Ю.А. епрерывные агрегаты печной сварки, . Металлургия, 1972, с. 50-53.
703177
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| ЗАГРУЗОЧНЫЙ УЧАСТОК СТАНА БЕСКОНЕЧНОЙ ПРОКАТКИ | 1973 |
|
SU371985A1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |