Изобретение относится к листовой штамповке и может быть использовано при изготовлении полых изделий типа металлофторопластовых втулок, коитро- вок и др.
Цель изобретения - снижение трудоемкости изготовления.
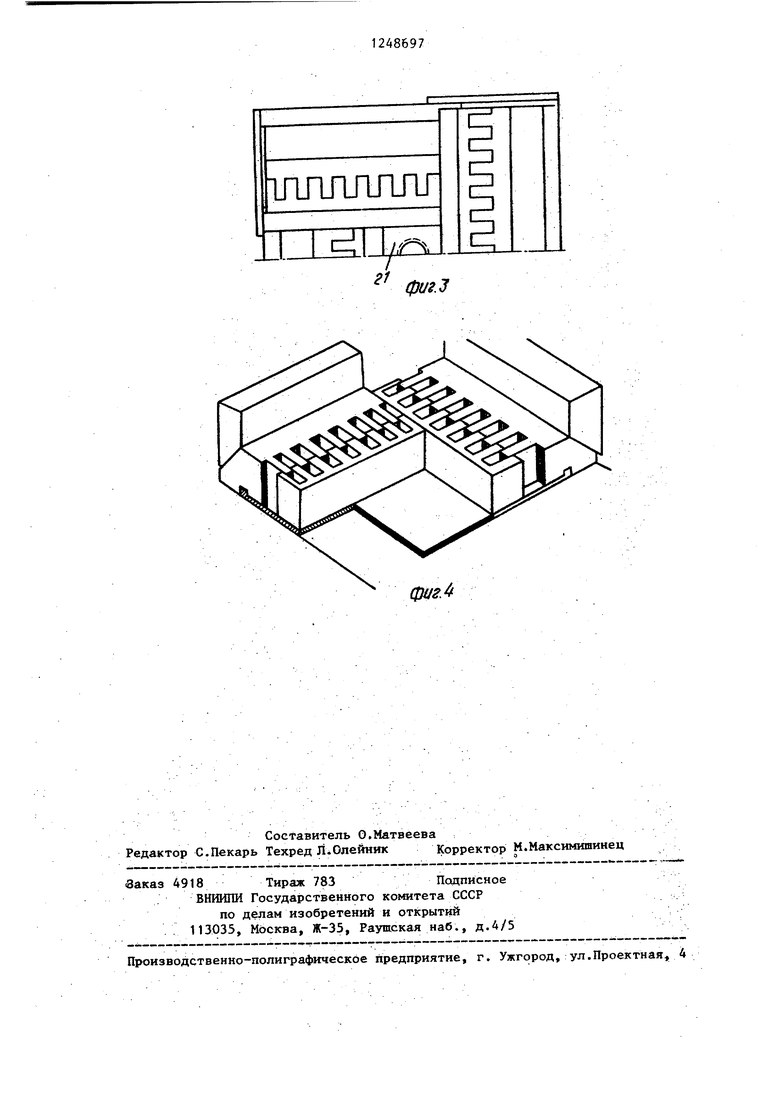
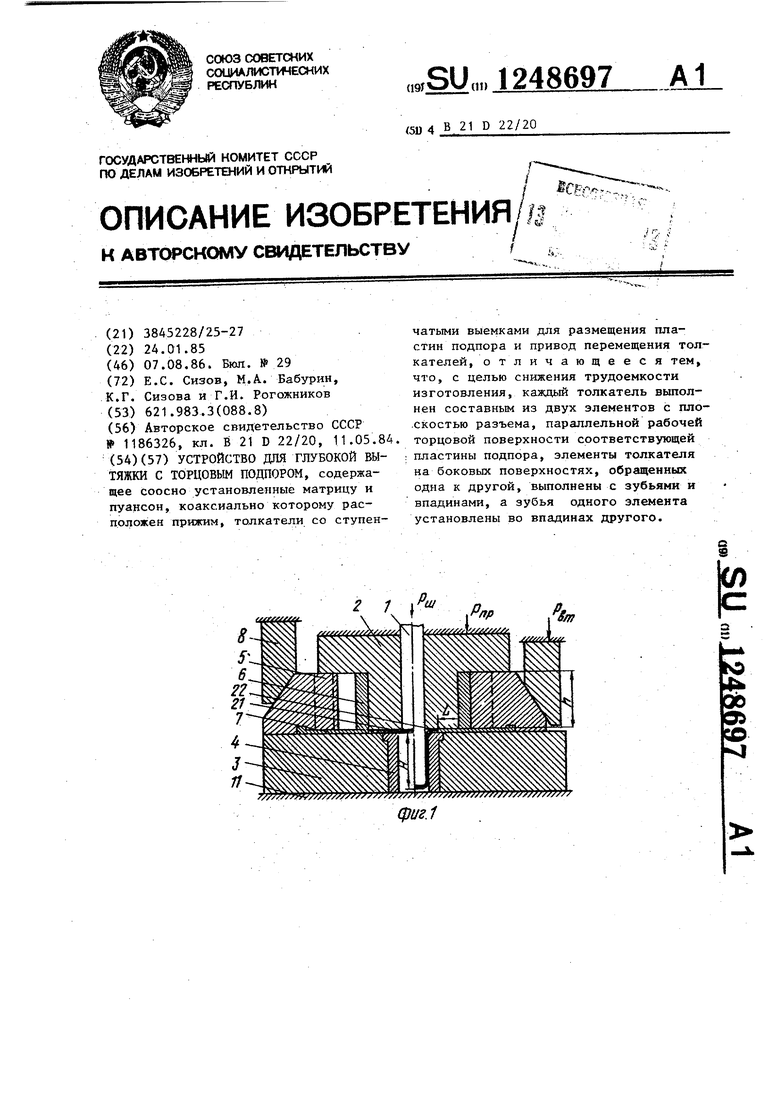
На фиг. 1 изображен штамп (слева от оси симметрии - в исходном положении, справа - в момент окончания вытяжки детали), общий вид, продольный разрез; на фиг. 2 - то же, в исходном положении вид сверху} на фиг. 3 - ТО же, в момент окончания вытяжки; на фиг. А - часть штампа, изометрия.
Штамп содержит пуансон 1, прижим 2 и матрицу, состоящую из матрицедер- жателя 3 и вытяжной втулки 4, составные толкатели, выполненные из двух. элементов 5 и 6 с йластинами подпора 7, клинья 8, пружины 9 и винты 10. Толкатели с пластинами подпора 7 и матрицедержатель 3 с вытяжной втулкой 4 размещены на столе пресса 11.
Тол1 атели вьтолнены со ступенча- , той выемкой для размещения пластин подпора 7 и с зубьями и впадинами, вьтолненными на боковых поверхностях элементов толкателя, обращенных одна к другой, при этом зубья 12-14 зле- мента 6 толкателя входят во впадины 15-17 элемента 5 толкателя. Выступа- ние зубьев элемента 6 из элемента 5 толкателя устанавливается с помощью винтов 10, перемещаемых в прорезях 1 и укрепленных в элементах 5 толкателей. К матрицедержателю 3 прикреплены планки 19 с гшастинчатой пружиной 20 Штамп работает следующим образом.
5
Штамп устанавливают на прессе т{5ой- ного действия (не показан).
К внутреннему ползуну (не показан) пресса прикреплен пуансон 1, к центральному ползуну (не показан)-- прижим 2, а к наружному ползуну (не показан) - клинья 8.
Плоскую заготовку 21 квадратной формы в плане устанавливают на матрицу р состоящую из матрицедержателя 3 и вытяжной втулки 4, и прижимают прижимом 2, причем последний вместе с центральна ползуном пресса опускают в крайнее нижнее положение, после чего опускают пуансон 1 до соприкосновения с заготовкой 21 и нагружают ее усилием „,, равным (0,85- 0,90)Рр,.р , т.е.
Р (0,85-0,90) (0,85-0,90)5„.0 D, 6,
5
h « в
где Ь„
f 6.
-диаметр пуансона,
-толщина заготовкиi
-предел прочности штампуемого материала.
Затем опускают вниз наружный ползун пресса с клиньями 8, которые сначала соприкосаются своими наклонными поверхностями с элементами 5 толкате30 лей, а затем перемещают их к оси устройства, создавая требуемый торцовый подпор f со стороны пластин подпора 7, в результате чего заготовка 21 вытягивается в полую деталь 22.
35 Предлагаемый штамп обеспечивает предотвращение потери устойчивости пластин подпора при более простой конструкции, обеспечивающей упрощение трудоемкости изготовления.
/ /J /4
/5 / /7 /ff г
Л
ф1.2
$ 18
21
фиг.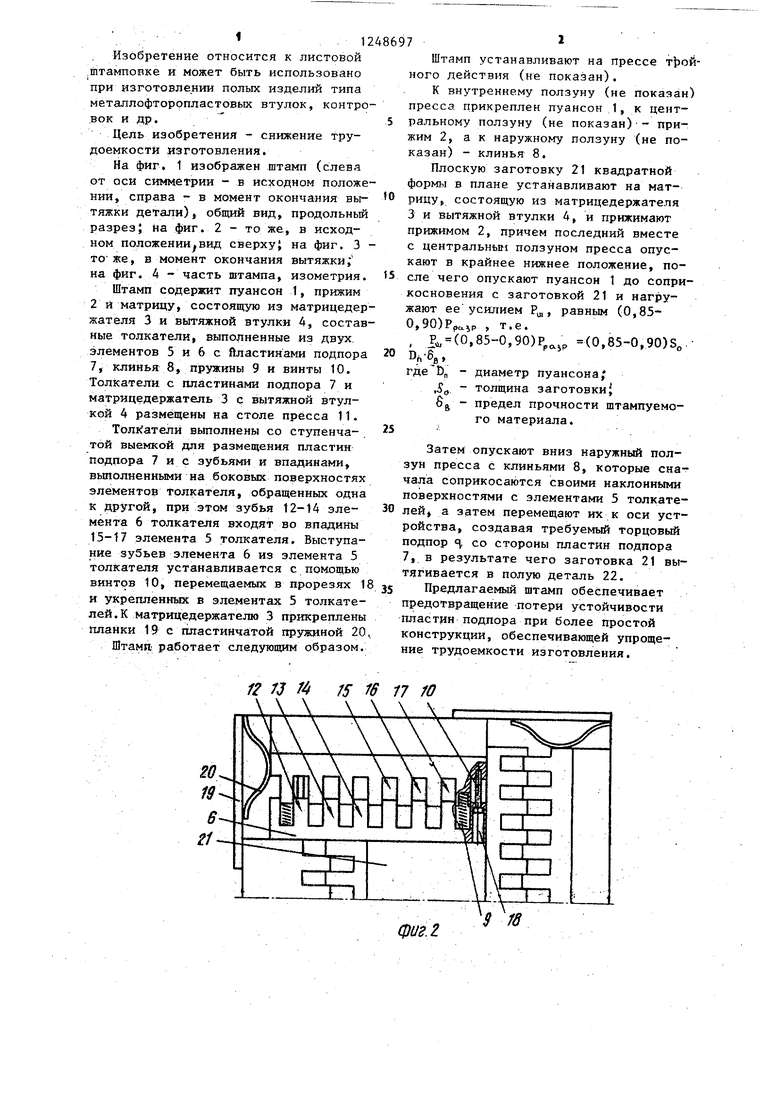
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки с торцовым подпором | 1984 |
|
SU1186326A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Штамп для вытяжки | 1978 |
|
SU741994A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
ф11г4
| Устройство для глубокой вытяжки с торцовым подпором | 1984 |
|
SU1186326A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
