(54) СТАНОК ДЛЯ СНЯТИЯ ОБЛОЯ С ПЛАСТМАССОВЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для снятия облоя с пласт-МАССОВыХ дЕТАлЕй | 1979 |
|
SU852596A1 |
| Станок для снятия облоя с пластмассовых деталей | 1980 |
|
SU876467A1 |
| Станок для механической обработки пластмассовых деталей | 1980 |
|
SU973381A1 |
| Устройство для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU903153A1 |
| СТАНОК-ПОЛУАВТОМАТ РОТОРНОГО ТИПА ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1968 |
|
SU221251A1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1268384A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ЗАГОТОВОК ПРЯМОУГОЛБНЫХ ПЛАСТМАССОВБ1Х ДЕТАЛЕЙ | 1970 |
|
SU272531A1 |
| Станок для удаления облоя с кольцевых формованных изделий | 1980 |
|
SU927519A1 |
| Устройство для обработки криволинейной поверхности | 1986 |
|
SU1351757A1 |
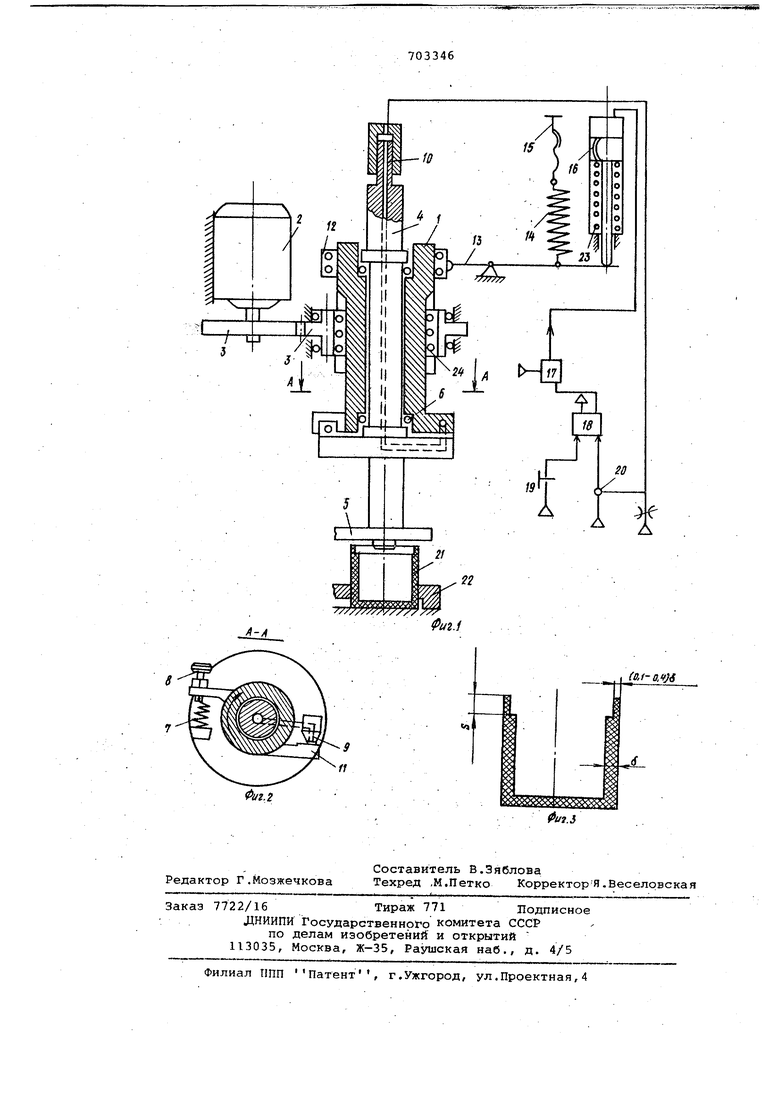
Изобретениеотносится к машинрстроению и предназначено для снятия облоя с пластмассовых деталей. Известен станок для снятия .облоя с пластмассовых деталей, содержащий стол с зажимами для детали, шпиндель с инструментом и механизмы вращения и подачи шпинделя 1. Недостатком этого устройства является то, что невозможно учесть колебания размеров самих изделий и изио режущего инструмента. Необходима периодическа:я подналад ка с учётом износа режущего инструмента. Цель изобретения - автоматическое регулирование величины снимаемого облоя. . . . ; Поставленная цель достигается тем что шпиндель состоит из ведущей и эедомой частей, соединенных при помощи подшипников качения к зафиксированных по отношению друг к другу регулировоч ной пружиной и датчиком типа соплозаслонка, соединенным с механизмом подачи шпинделя. Ведущая часть шпинде ля соединена с приводной шестерней при помощи шарикового шлицевого соединения дл51, повышения чувствительности шпинделя к изменению крутящего момента . . На фиг. 1 изображен станок на фиг. 2 - разрез А-А на Фиг. 1; на фиг. 3 - часть обрабатываемой детали. Станок содержит шпиндель, состоящий из двух частей: ведущей части 1, соединенной с механизмом вращения, например электродвигателем 2, при помощи системышестерен 3, и ведомой части 4, на которой закреплен инструмент например абразивный круг 5. Ведущая 1 и ведомая 4 части шпинделя соединены между собой с помощью подшипников качения 6, Ведомая часть 4 имеет выступ, на котором закреплен один конец регулировочной пружийы 7, другой конец которой закреплен на винте 8, у становленном в выступе ведуШей ча;сти шпинделя. Пружина 7 стягивает части шпинделя до упора сопла 9, установленного на ведомой части шпинделя и соединенного каналом через ведомую часть шпинделя и через подвижную муфту, 10 с воздушной магистрсшью (дав1ление 6,5 и 0,1 кг/см) , в выступ-заслонку 11, закрепленную на ведущей.части шпинделя.
.3 Ведущая часть 1 шпинделя соединена с механизмом его подачи, вклю-чающим поводковую муфту 12, рычаг 13 поданвдую пружину 14 с регулировочным винтом 15, В конец рычага 13 свободн упирается шток поршня цилиндра 16, поршневая полость которого соединена с пневматическим усилителем 17,который, в свою очередь,соединен своим каналом управления с пневматическим триггером 18, Вводные каналы управления триггера соединены с пусково кнопкой 19 и инверсным .элементом 20. Кнопка 19, элемент 20, сопло 9 соединены с магистралью управления Р 0,05 - 0,1 кг/см Изделие 21 .устанав ливается на столе 22 и зажимается пр помощи зажима. Пружина 23 служит для возврата поршня в исходное положение. СтаНок работает следующим образом. Включается электродвигатель 2, и вращение передается ведущей части 1 и через пружину 7 ведомой части 4. Величина крутйщего момента отрегулирована при помощи пружины 7 на усил для снятия облоя на величину (0,10,4) б (см. фиг. 3). В усилитель 17 подается сигнал управления и силовая часть воздуха. При нажатии кнопки 19 в усилителе 17 сигнал управления из триггера 18 исчезает; поршневая полость цилиндра 16 соединяется с атмосферой. Пружина: 123 убирает шток поршня, и пруж на 14 начинает подачу шпинделя с абразивным кругом; начинается срез облоя. После; снятия облоя крутящий момент резко увеличивается, пруйсина 7 растягивается на какую-то величину и сопло 9 отделяется от Эаслонки 11. Давление в магистрали управления, соединяющей элемент 20 и сопло 9, исчезает, так как сопло 9 теперь соединено с атмосферой, на триггере 18 от элемента 20 появляется сигнал управления, а триггер дает сигнал на усилитель 17. Воздух От усилителя идет в поршневую полость цилиндра 16, и шпиндель делает обратный ход от изделия, donло 9 снова упирается в заслонку 11, и шпиндель становится в верхнее по703346ложение до следующего нажатия кнопки. Для повышения чувствительности шпинделя к изменению крутящего момента одна из шестерен 3, расположенная на шпинделе, соединена с ведущей частью :шпинделя при помощи шарикового шлицевого соединения 24. При помощи . : винта 15 регулируется усилие подачи во время среза облоя, а шток поршня, цилиндра 16 освобождает конец рычага 13. Пружиной 7 и винтом 8 устанавливается оптимальный крутящий момент для определенного изделия. Таким образом, данная конструкция станка позволяет автоматически регулировать величину снимаемого облоя путем изменения крутящего момента при снятии облоя с изделия. Окончание обработки не зависит от колебания допусков изделий, от износа абразивного круга. Упрощена конструкция станка, не требуется подналадки при износе абразивного круга. Формула изобретения 1.Станок для снятия облоя с пластмассовых деталей, содержащий стол с зажимами для крепления Детали, шпиндель с инструментом и механизмы вращения и подачи шпинделя, о т л ич а ю щ и и ей тем, что, с целью автоматического регулирования величины снимаембго Облоя, шпиндель , состоит Из ведущей и ведомой частей, соединенных при помощи подшипников качения и зафиксированных по отношению друг к другу регулировочной пружиной и датчикам типа сопло-заслонка, соединенным с механизмом подачи Ыпинделя. , ... 2.Станок по ri. 1, о т л и ч а ющ и и с я тем, что , с целью повышения чуйствительности шпинделя к изменению крутящего момента, ведущая часть шпинделя соединена с приводной шестерней при помощи шариковЪго чопицевого соединения. Истйчники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 221251, кл. В 29 С 17/12, 1966 (прототип) .
