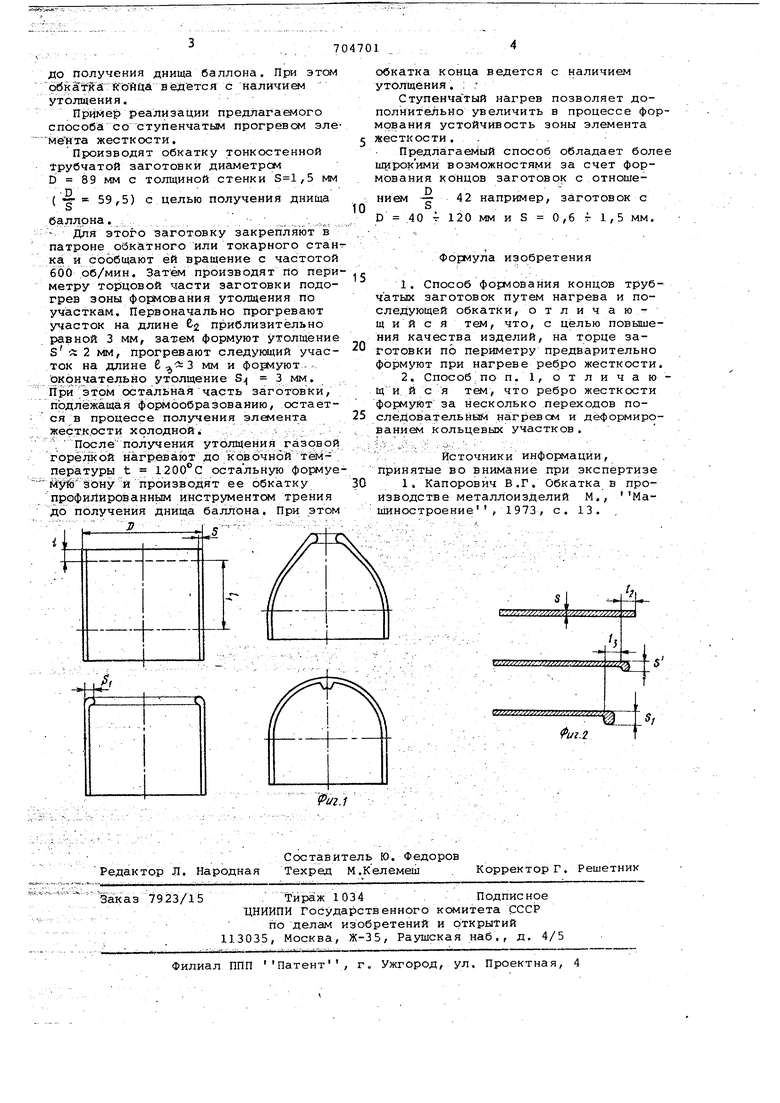
;-. :;:/ Изобретение относится к обработке металлов давлением, а точнее к обработке трубчатых заготовок, и может быть использовано для формованияконцов заготовок при получении различных изделий, например газовых баллонов. Известен способ формования Кбйцов трубчатых заготовок пyтe fйalг|э ёea и последующей обкатки 1. .Однако при обкатке тонкостенных заготовок с отношением диаметра тру- бы к толщине стенки больше 42(t42) невозможно качественное формование концов заготовки. Целью изобретения-является првышение качества изделий. . . Это достигается тем, что на торце заготовки по периметру прёдйарйтёльно формуют при нагреве ребро жесткости, причем ребро жесткости фОрмую за несколько переходов последователь ным нагревом и формированием кольцевых участков. На фиг. 1 изображены стадии формования днища баллона с элементом жесткости в виде утолщения стеной; на фиг. 2 - стадии формования с пред варительным прогревом элемента Жёсткости по участкам,. .. ;;;- 2 П р и м е р . Производят обкатку тонкостенной трубчатой заготовки диаметром р 89 мм с толщиной стенки S 1,5 ( -g- - 59,5) с целью получе НИН днища баллона. Для этого заготовку закрепляют в патроне обкатного станка и сообщают ей вращение с частотой 600 об/мин. Прогревают газовой горелкой зону фО1 1ования &- 6 мм элемента жесткости - утолщения стенки (см. фиг. 1) до ковочной температуры t. 1200°С, остальную формуемую зону оставляют холодной до получения утолщения. После прогрева зоны С формуют стенку заготовки по пергвдетру торцовой части до получения утоШеНйяЗ 3 мм. ФормОвка -толшёНйя S V 3 мм позволяет Н 93 получить отношение -г- , что iJ меньше допустимого равного 3,5. В результате обеспечивается устойчивость участка формования элемента жесткости в виде утолбцения стенки (см. фиг. 1) . После получения утолщения остальную формуемую зону нагревают газовой горелкой до ковочной температуры t 1200°С и производят ее обкатку профилированным инструментом трения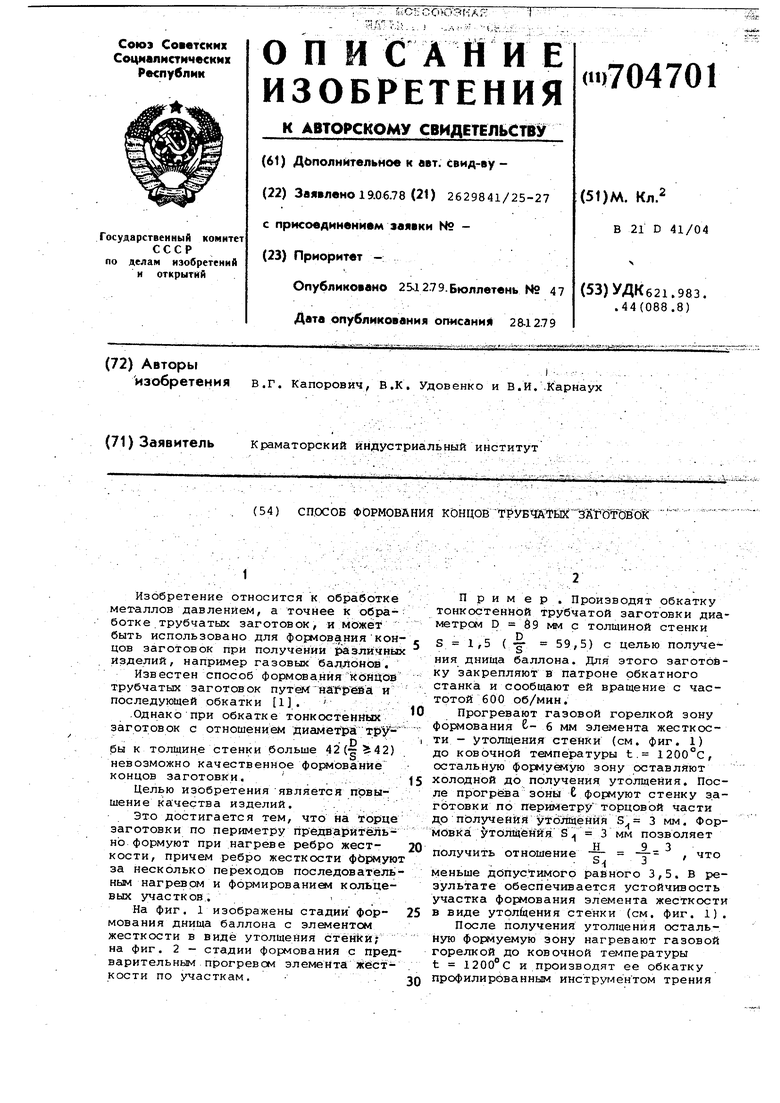
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
| Способ изготовления полого герметичного шара | 1988 |
|
SU1660812A1 |
| Способ изготовления днищ баллонов | 1981 |
|
SU978976A1 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2049955C1 |
| Способ формообразования трубчатых заготовок | 1990 |
|
SU1775204A1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| Ролик для закатки днищ баллонов | 1985 |
|
SU1355325A1 |
