1
Изобретение относится к фурнитурной промышленности, а именно к производству пуговиц, к оборудованию для их изготовления.
Известно устройство для изготовления отверстий в ушках пуговиц, включающее смонтированные на основании лоток для подачи пуговиц к узлу обработки с обрабатывающим инструментом, отсекатель, узел прижима и блок фиксации, имеющий установленный в корпусе блока на подвижном ползуне ловитель 1.
В известном устройстве отверстия получают сверлением. Г1ри этом стружка засоряет кондуктор, что Требует в устройстве ее продувки или вымывания. Однако жирная стружка плохо выдувается. Все это снижает качество обработки, увеличивает простои устройства т. е. снижает его производительность.
Цель изобретения - повышение производительности и надежности устройства.
Это достигается тем, что оно снабжено смонтированной в корпусе блока матрицей с пазом под ущко пуговицы и установленными на подвижном ползуне толкателями, проходящими с ловителем через выполненные в матрице отверстия, а обрабатывающий инструмент выполнен в виде пуансона.
Для повышения качества обработки устройство снабжено расположенным под основным узлом обработки дополнительным обрабатывающим узлом для снятия фаски, включающим ограничитель разворота пуговицы и дополнительные узел прижима и ловитель.
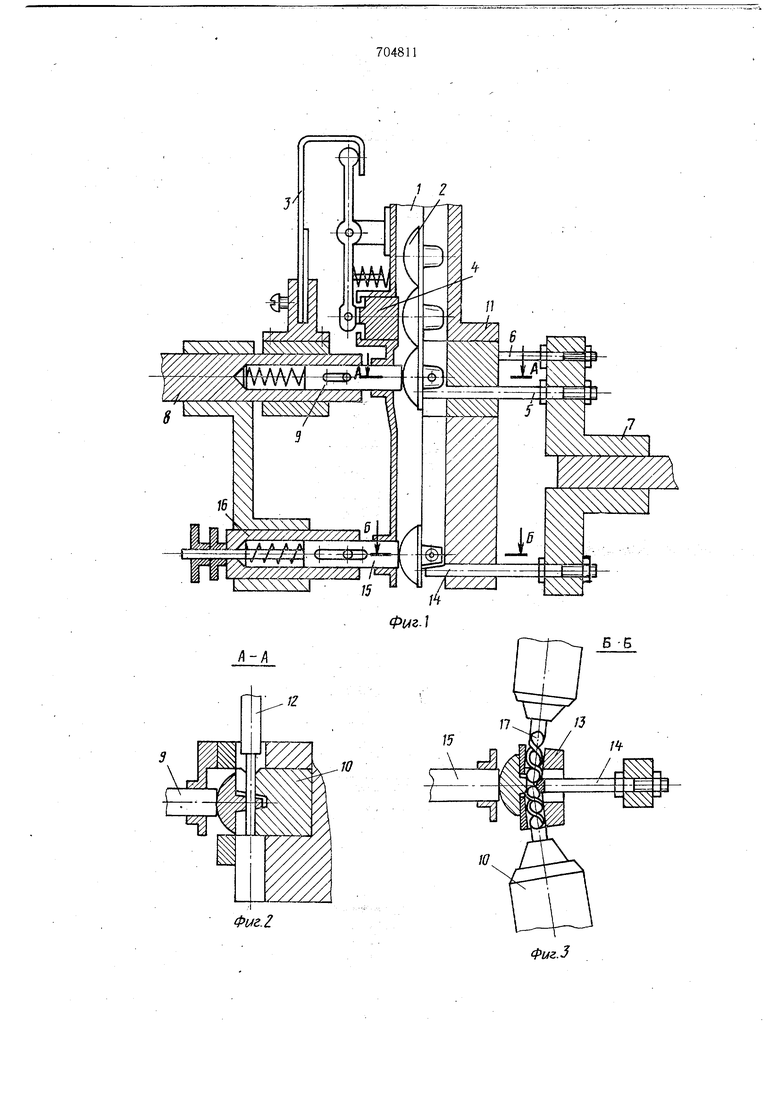
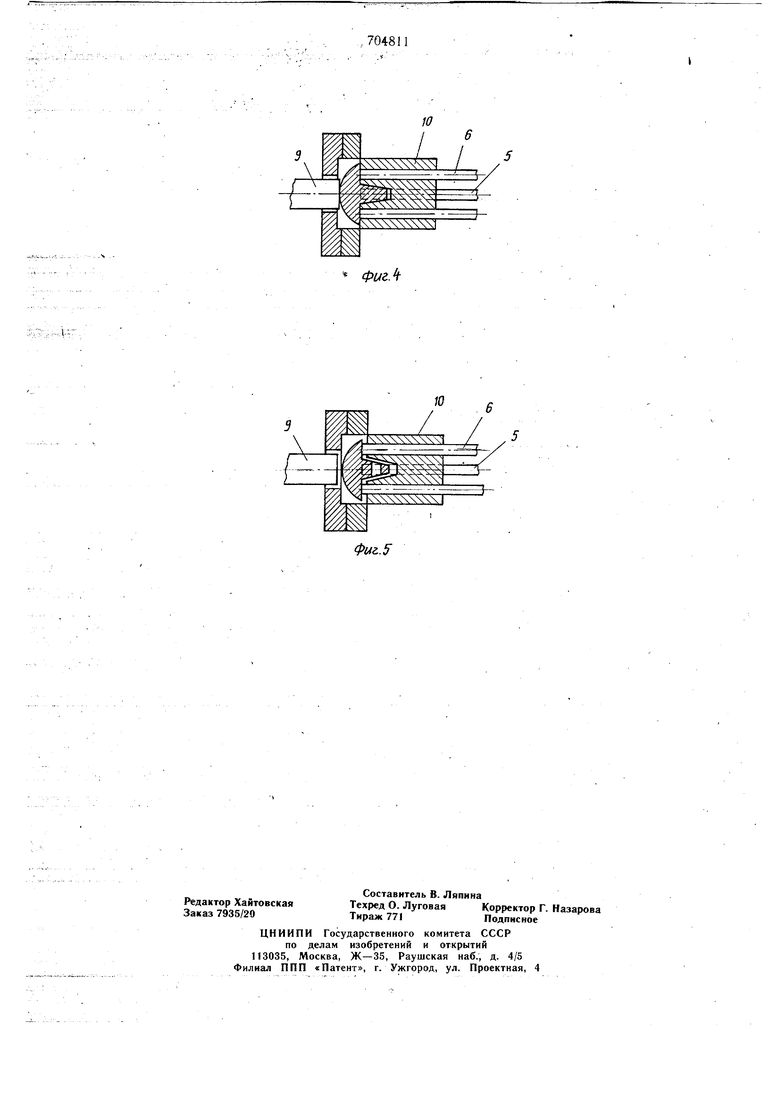
На фиг. 1 изображено пре.а,ложенное устройство в разрезе; на фиг. 2 - сечение А-А по фиг. It на фиг. 3 - сечение Б-Б но фиг. 1; на фиг. 4 изображена в разрезе матрица с размещенной в ней пуговицей, удерживаемой толкателями, в момент пробивки
отверстия; ка фиг. 5 - то же самое в момент выталкивания пуговицы из матрицы.
Устройство содержит бункер с ориентатором (на чертеже не показан), лоток 1 подачи пуговиц с продольным пазом2для
ушка пуговицы, подпружиненный рычажный механизм 3 с прижимным отсекателем 4 , размещенным в ответвлении лотка 1. Повторяющий профиль ушка заготовки ловитель5 и два симметрично расположенных толкателя 6 установлены на подпружиненном подвижном ползуне 7 и образуют блок фиксации, который совместно с узлом прижима в виде расположенного в салазках 8 родпружиненного прижимного упора 9 удерживают заготовку в матрице 10, имеющей паз под ушко пуговицы и смонтированной в корпусе 11 блока фиксации. Обрабатывающим инструментом для образования отверстия является пуансон 12.
Под основным узлом обработки, ниже по лотку 1, расположен дополнительный обрабатывающий узел для снятия фаски, включающий ограничитель 13 для разворота заготовки, дополнительный ловитель 14, подобный ловителю 5, также установленный на ползуне 7, и прижимной подпружиненный упор 15 в салазках 16, поддерживающий пуговицу во время работы сверл 17. Упор 15 подобно упору 9 входит в окно лотка 1.
Синхронность движения осуществляется от кулачкового привода (на чертеже не показан)...
Устройство работает следующим образом
Лоток 1 перекрывают, вручную подводя ловитель 5 к пазу лотка, вручную наполняют лоток, включают устройство. При этом один кулачок подает подпружиненный прижимной упор 9 к нижней заготовке и через рычажный механизм 3 выдвигает прижимной отсекатель 4 к предпоследней пуговице. Другой кулачок через подпружиненный ползун 7 подводит к заготовке толкатель 6 и ловитель 5. Таким образом фиксируется положение заготовки в матрице 10 в момент пробивки пуансоном 12. Пуансон 12 срабатывает от третьего кулачка, пробивая отверстие в ущке и выбрасывая отход в тару (кулачки и тара на чертеже не показаны).
После отхода пуансона 12 и подпружиненного прижимного упора 9 на исходные позиции ловитель 5 и выталкиватели 6 выталкивают пуговицу из матрицы 10 в лоток 1 и она падает в тару иЛи далее по лотку на следующий ловитель 14. Затем ловитель 5 и толкатели 6 занимают исходное положение, отходит влево (по чертежу) прижимной отсекатель 4, следующая заготовка занимает положение для обработки. Цикл повторяется.
Если требуется в отверстии ушка снять фаску (на пуговице или иной фасонной детали) , пуговица, попадая на следующий ловйтелЪ 14, устанавливается на рабочую позицию с пойош ыо прижимного упора 15 в ограничителе разворота 13 и пЪдводятся сверла 17. Также происходит зачистка заусенцев или частичное снятие фаски.
После снятия фаски пуговица вместе со стружкой попадает в тару (на чертеже не показано). При этом не возникает угрозы разогрева сверл или засорения стружкой устройства во время работы смены. Станок работает бесперебойно, производитатьность возрастает в 1,5-2 раза по сравнению со сверлением.
Формула изобретения
1.Устройство для изготов.ления отверстий в ущках пуговиц, включающее смонтированные на основании лоток для подачи пуговиц к узлу обработки с обрабатывающи.м инструментом, отсекатель, узел прижима и блок фиксации пуговицы, имеющий установленный в корпусе блока на подвижном ползуне ловитель, отличающееся тем, что, с целью повышения производительности и надежности устройства, оно снабжено смонтированной в корпусе блока матрицей с пазом под ушко пуговицы и установленными на подвижном ползуне толкателями, проходящими с ловителем через выполненные в матрице отверстия, а обрабатывающий инструмент выполнен в виде пуансона.
2.Устройство по п. I, отличающееся тем, что, с целью повышения качества обработки отверстий, оно снабжено расположенным под основным узлом обработки дополнительным обрабатывающим узлом для снятия фаски, включающим ограничитель разворота пуговицы и дополнительные узел прижима и ловитель.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 323280, кл. В 29 D 19/08, 1969 (прототип). 2Zli(ZZZ
K-f(
12
Фиг.г
Б -Б
/
rt ZZ3ri /5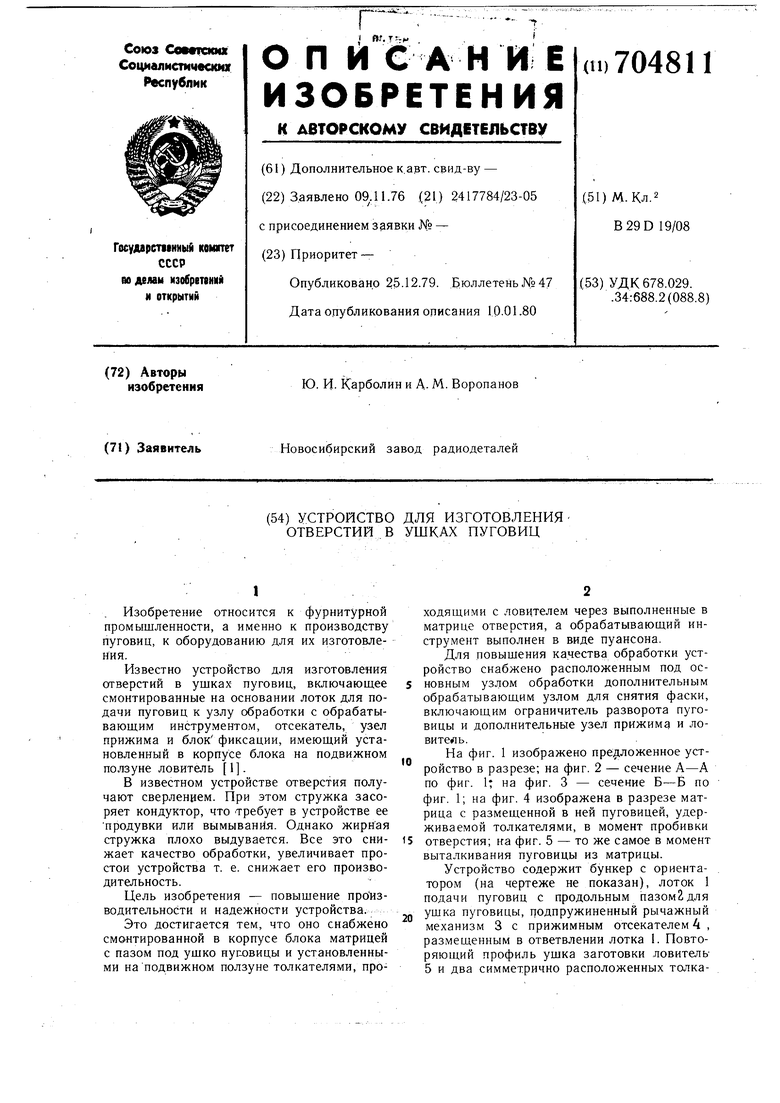
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1987 |
|
SU1526994A1 |
| Станок для сверления отверстий в пуговицах | 1976 |
|
SU558796A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Многопозиционный гайковысадочный автомат | 1980 |
|
SU994096A1 |
| Автомат для изготовления ушка и его сборки с поддоном форменных пуговиц | 1949 |
|
SU89740A1 |
| Станок для сверления отверстий в ушках пуговиц | 1975 |
|
SU533495A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |