г/
О)
4
00 со
km
О)
1
разверток. Целью Т13о0ретеиия являет- |ся производительности за |счет )временной обработки двух 11оверхностей вращения - цил1 ндричес- кой и конической. Устройство содержит установленный с вояможностьго возвратно-поступательного перемещения стол 2 с центрами 19 и 20 для закрепления обрабатываемой дета.пи 17, шли- фональную головку 21 с кругом 22 для обработки цилиндрической поверхности детали 17 и шлифовальную головку 12 с кругом 15 для обработки конической
1916
поверхности 18. Шлифовальная головка 12 размещена на плите 1, которая жестко закреплена на столе 2 и установлена с возможностью поворота, радиальной подачи и ocциJU фyющeгo движения. При возвратно-поступательном перемещении стола 2 с обрабатываемой деталью 17 и шлифовальной головкой 12 происходит одновременная обработка цилиндрической поверхности кругом 22 и осциллирующим движением при ПОМОИ1И рукоятки 16 конической поверхности 18. 2 ил.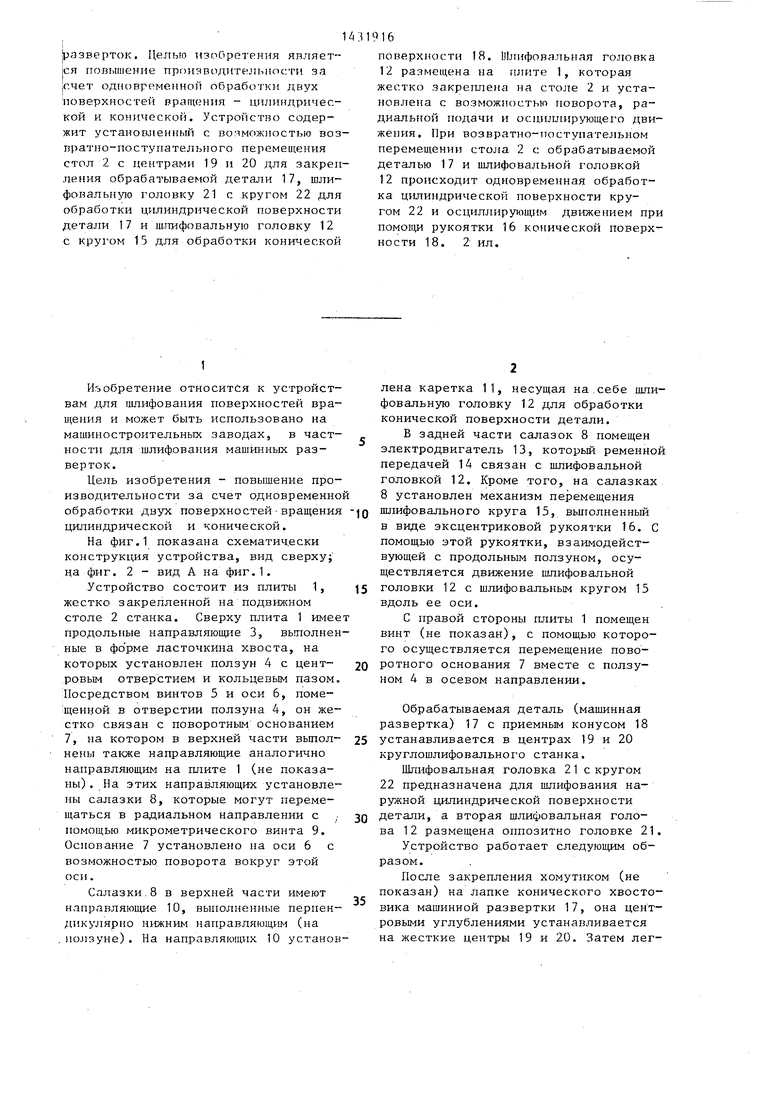
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок | 1981 |
|
SU1013217A1 |
| Плоскошлифовальный станок | 1985 |
|
SU1315246A1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Круглошлифовальный станок Галахова | 1977 |
|
SU891351A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
Изобретение относится к устройствам для шлифования поверхностей вращения и может быть использовано на машиностроительньрс заводах, в частности, для шлифования машинных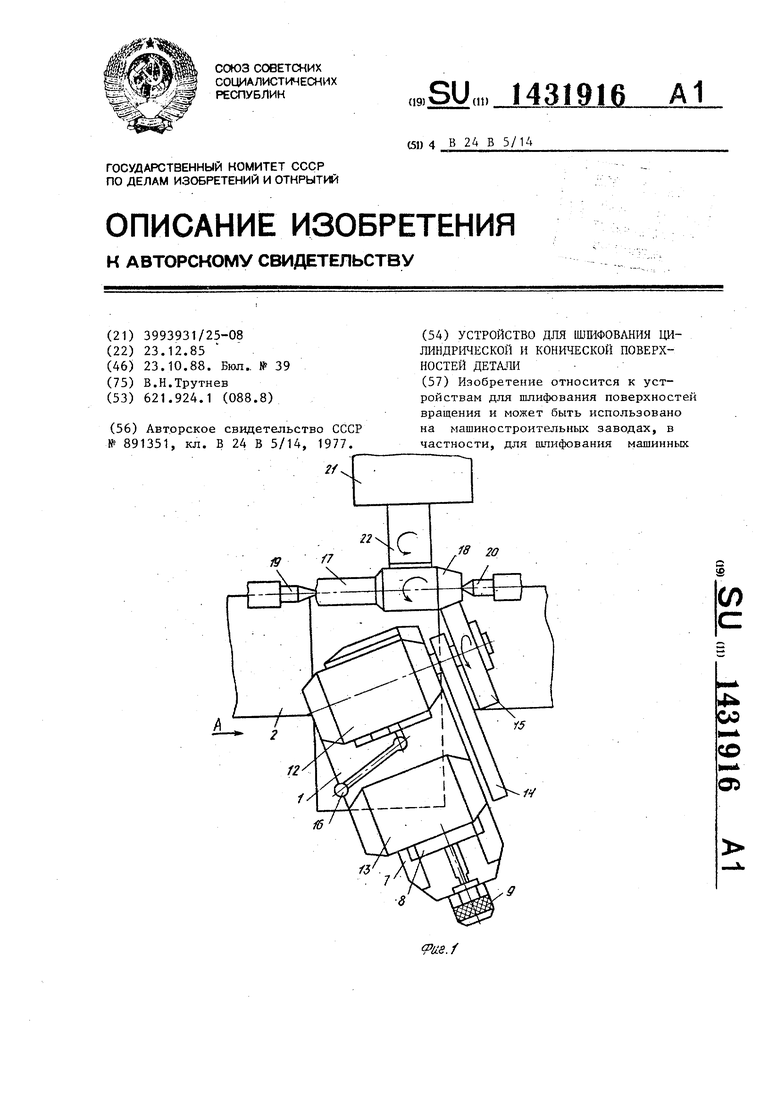
1
Изобретение относится к устройствам для шлифования поверхностей вращения и может быть использовано на мащиностроительных заводах, в част- ности для шлифования машинных разверток.
Цель изобретения - повышение производительности за счет одновременно обработки двух поверхностейвращения цилиндрической и конической.
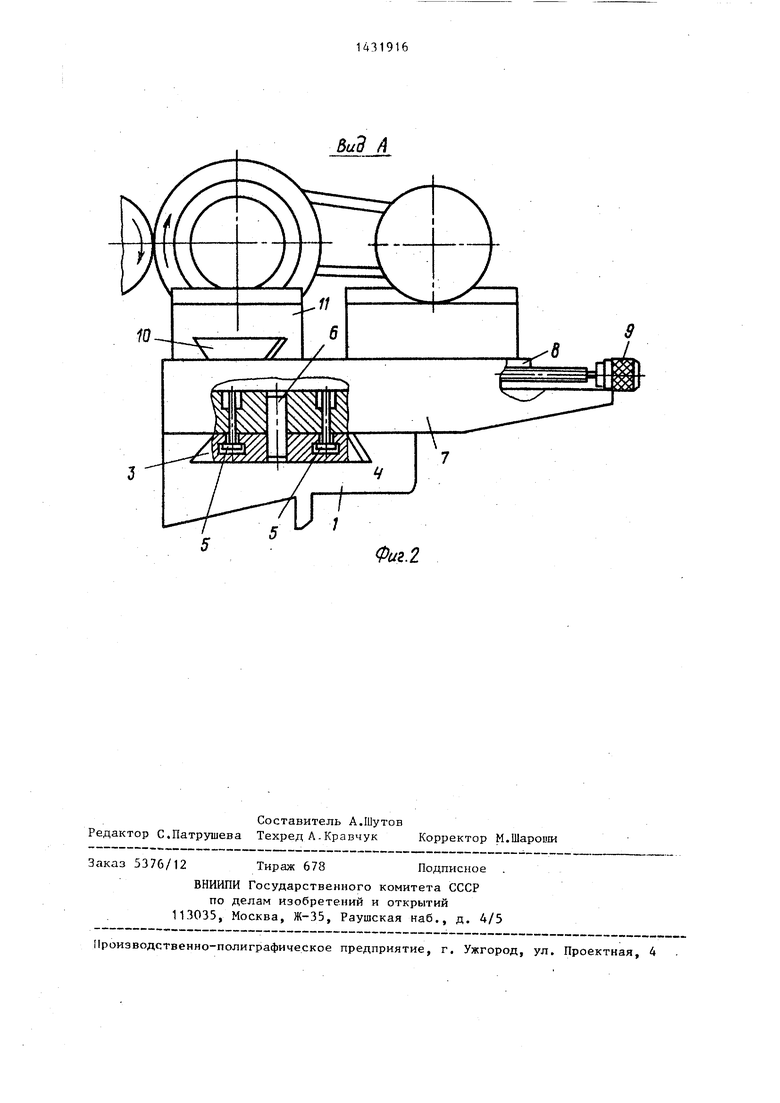
На фиг.1 показана схематически конструкция устройства, вид сверху; на фиг. 2 - вид А на фиг.1.
Устройство состоит из плиты 1, жестко закрепленной на подвижном столе 2 станка. Сверху плита 1 имее продольные направляюш те 3, вьтолнен ные в фо рме ласточкина хвоста, на которых установлен ползун 4 с цент- .ровым отверстием и кольцевым пазом. Посредством винтов 5 и оси 6, поме- и1енной в отверстии ползуна 4, он жестко связан с поворотным основанием 7, на котором в верхней части выпол- нены также направляющие аналогично направляющим на плите 1 (не показаны) . На этих направляющих установлены салазки 8, которые могут перемещаться в радиальном направлении с / помощью микрометрического винта 9. Основание 7 установлено на оси 6 с возможностью, поворота вокруг этой оси.
Салазки.8 в верхней части имеют направляющие 10, выполненные перпендикулярно нижним направляющим (на ползуне). На направляющих 10 установ
Q
з 0 5 о
5
лена каретка 11, несущая на.себе шлифовальную головку 12 для обработки конической поверхности детали.
В задней части салазок 8 помещен электродвигатель 13, который ременной передачей 14 связан с шлифовальной головкой 12. Кроме того, на салазках 8 установлен механизм перемещения шлифовального круга 15, вьиюлненньй в виде эксцентриковой рукоятки 16. С помощью этой рукоятки, взаимодействующей с продольным ползуном, осуществляется движение шлифовальной головки 12 с шлифовальным кругом 15 вдоль ее оси.
С правой стороны плиты 1 помещен винт (не показан), с помощью которого осуществляется перемещение поворотного основания 7 вместе с ползуном 4 в осевом направлении.
Обрабатываемая деталь (машинная развертка) 17 с приемным конусом 18 устанавливается в центрах 19 и 20 круглошлифовального станка.
Шлифовальная головка 21 с кругом 22 предназначена для шлифования наружной цилиндрической поверхности детали, а вторая шлифовальная голова 12 размещена оппозитно головке 21.
Устройство работает следующим образом.
После закрепления хомутиком (не показан) на лапке конического хвостовика машинной развертки 17, она центровыми углублениями устанавливается на жесткие центры 19 и 20. Затем лег3 1
ко г1о/.1жимае-1 С.Я задним центром 2U.После этого на подвижном столе шлифовального станка крепится плита 1 так чтобы поворотное основание 7 было установлено относительно плиты 1 на заданный угол относительно оси обрабатываемой детали, а шлифовальньгй круг 15 был расположен напротив конуса 18. После этого с помощью станочного шпифовального круга 22 производят шлифование калибрующего размера диаметра развертки. При этом подвижный стол станка совершает автоматически возвратно-поступательное перемещение в осевом направлении. Одновременно шлифуется конус 18 с помощью второй шлифовальной головки 12 с шлифовальным кругом 15.
Подача шлифовального круга 15 на необходимую глубину резания осуществляется с помощью микрометрического винта 9, установленного в ползуне, который движется по направляющим поворотного основания 7 вместе с шлифовальной головкой 12, При этом шлифовальный круг 22 и обрабатываемая деталь 17 вращаются в противоположные стороны, что обеспечивает встречное шлифование. Шлифовальный круг 15 головки 12 вращается относи31916
тельно обраПатыпаемой детали в про- тинополож1 гч. иапрлппрнии, что, в свою очередь, также обеспечивает встречное шлифование конуса 18 и тем самым высокое качество поверх}1ости ее режущих лезвиГи
Форму.- , а изобретения
Устройство для шли(3ювания цилиндрической и конической поверхностей детали, содержащее установленньй с возможностью возвратно-поступательного перемещения стол с центрами для закрепления обрабатываемой детали, одну шлифовальную головку для обработки цилиндрической поверхности и вторую шлифовальную головку для обработки конической поверхности, установленную с возможностью поворота, радиальной подачи и осциллирующего движения, отличаюг ееся тем, что, с целью повьш1ения производительности обработки, устройство снабжено жестко закрепленной на столе с центрами шгитой, на которой размещена втррая шлифовальная головка оппозитно первой ш.ггифовальной головке с возможностью продольного установочного перемещения вдоль линии центров.
Вид А
Фиг.2
| Круглошлифовальный станок Галахова | 1977 |
|
SU891351A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
