/ЛиСП
сх
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Устройство для изготовления изделий из термопластов методом сварки токами высокой частоты | 1981 |
|
SU979137A1 |
| Устройство для гибки краев плоских заготовок | 1978 |
|
SU969364A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Устройство для изготовления кож-гАлАНТЕРЕйНОгО издЕлия МЕТОдОМСВАРКи ТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU846289A1 |
| Штамп для гибки и плющения краев листовых заготовок | 1990 |
|
SU1719126A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ МЕТОДОМ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ, содержащее основание с шарнирно установленным на нем верхним прижимом заготовки, наружные эпектродал, раз'мещен- ную между основанием и^ верхнШ прижимом коподку с внутренним электродом и кпивовой механизм перемещения электродов, от пинающееся тем, что, с цепью обеспечения сварки заготовок по двум взаимно перпендикулярным плоскостям, клиновой механизм перемещенвя электродов размещен в колодке, а внут^ ренний электрод вьтполнен составным вз расположенных перпендикулярно друг дру^ ГУ частей, одна из которых жестко-закреплена на одном из клиньев механизма перемещения, а вторая - подщ^жшева относительно даго, причем в последнем выполнены наклонные пазы, а в колодке установлены пальды, взаимодействующие с пазами..i(Л
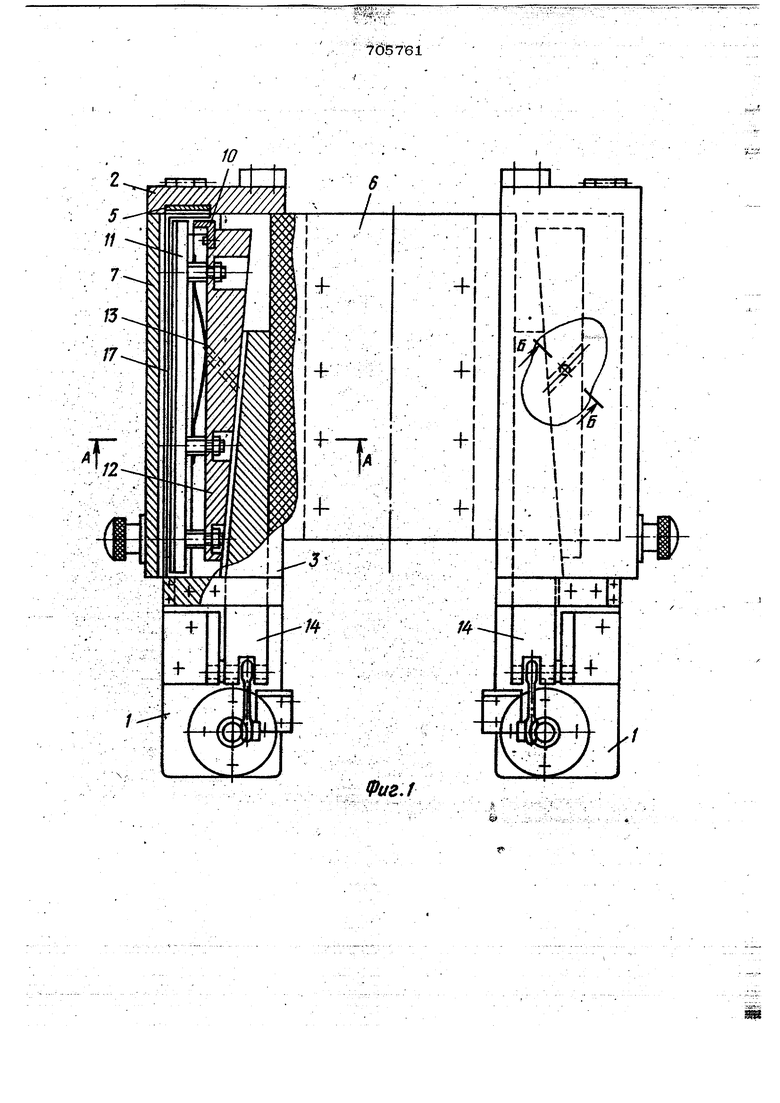
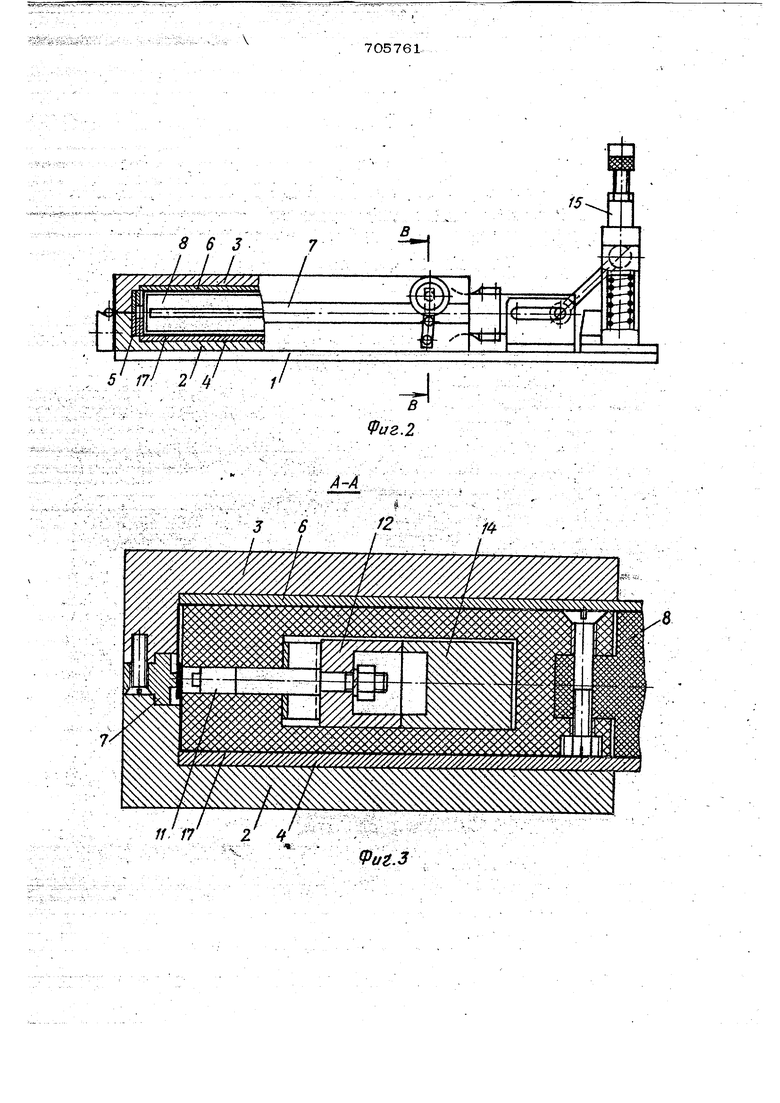
;;;;;;;; - ;;;; i ,.;. ;,; .;; . T Изобретёте относится к сварке штаст масс, а именно, к устройствам дШ: йЭ Сьтовпенви объемных изделий, например футляров дпя книг, методом сварки токами высркбй частоты. Известно устройстйо дпя изготовления объемных изделий к етодом deapkttтоками высокой частоты, содержащее осйование с нижним и верхним электродами и установленные на нем подвижные боковые приЖИМБ1,причем верхний электрод снабжен подПружине нным упором и прижимом CTISHKH изделия и размещен на шарнирно закре: лейной на оснований откидной плите, на которой смонтирована подпружиненная рамка, взаимодействующая с прижимом ij Недостатком устройства является . сложность конструкции. Наиболее близким по технической сущноет н достигаемому результату является устройство для изготовления объемных изделий методом сварки токами высокой частоты, содержащее основание с-щарнирн закрёп)тенным на нем верхним прижимом заготовки, наружные электроды, размещенную между основанием и верадш прижиыом Kbnt4nsy с внутренним эйектродом и клиновой механизм перемещения электродов 2J. Однако такое устройство не позволяет осуществлять oднoiвpe 4eннyю сварку заготовок по двум взаимно перпендикупяр ным плосжостзйм. . , J. - «.. . Целью изобретения является обеспече ние сварки заготовок по двум взаимно 1№|щендикулярйым плоскостям. Это достигается тем, что Кйиновой Механизм шеремещентш электродов размещен в колодке, а внутренний электрод вы1юпне1з боставным из расположенных ПбрпендИкулярйо друг Другу частей, одна из KOTopEix жестко закреплена на одном вз клиньев (Механизма перемещения, а вторая - подхфужшена относительно него. Причем в последнем выполнень наклонные яазы, а в конодке установлены пальцы, , взаимодействующие с пбзами. Такое выполнение устройства обеспечввает сварку заготовок по двум вза11М но. шрпендикупярным плоскостям. Йа фпг. 1 изображено предлагаемое устройство, ввд сверху} на фвг. 2 - то| же, вид ва фиг. 3 - разрез А-А да фвг. 1; на фиг. 4 - разрез &-Б аа фвг. i; ва фвг. 5 -i- разрез В-В ва фв1 2; ЕВ фвг. в- 11здвйив. 7: : ; i :.. .. Устройство содержит основание 1, на котором смонтированы нижние прижимы 2 и щдрннрно установлены верхние прижимы 3 краев за:готовки. К нижним прижимам, . 2 заготовки, соединенным между собой пластиной 4, жестко прикреплень йа|ружные электроды 5. К верхним прижимам.3 кра:ев заготовки, соединенным между собой пластиной в, жестко щ креплены )уж№1в 9лектрода 1 7. Между ёерхйим прижимом 3 и нижним nptokHMQM 2 краевэаГютовки расположена колодгка 8, которйй выполнена разъемной и снабженаотверстиями для установки направлягацих пальцев 9. Внутри колодаи 8 размещен клиновой механизм с внутренним электродом, состоящим вз двух Частей 10 и 11. Часть 1О внутреннего элетстрода закреплена жестко на клине 12, а часть 11 подпружтаюна относ тельно него пружинами 13. Клинья 14 кинематичесйи связаны со штоками 15 механизма перемещения. В клиньвк 12 выполнены наклонные пазы 16. Устройство работает следующим о разом.. Перед сваркой верхние прижимы 3 краев эаготонки откинуты и колодка 8 йоджата дгш установки на ней заготовки 17. Посйе установки заготовки опускают колодку 8 и верхние приясимы 3 краев заготовки в рабочее положение с одновременным прижимом верхних и нижних краев заготовки 17. На части 10 и 11 внутреннего электрода усилие прижима передается через клиновой механизм посредством кинематической связи со штоками 15 ме1ш А1зма перемещения. При этом клинья 12 перемещаются ш направляющим пальцам 9 и прижимают части 1О и 11 внутреннего электрода к состыксшан19ы1М краям заготовки 17 и к наружным электродам 5 и 7. Устройство. Помещается под пресс (на чертеже не показан). Включается подача тока высокой частоты от генератора и происходит вздёлс.( После отводится плита пресса, под действюм пружин штоки 15, клинья 12 в 14, 4аств 10 в 11 внутреннего электрода отвращаются в пёрвовачальж е положевве. Затем отводят верхние прв:яОЕ МЫ 3 кроев заготовкв 17, подввМеиочг колонку 8. в ocвoбoждaюf вздепве. Устройство обеспечивает сварку заготовок в двух вэаВмво {Е рпевдвкулярвых плоскостях, просто 1ю ковструкцвв.
Фиг.1 If W 2
Фи.З В-Б /товернг/то Фигл Сборка Фйг.6 Фиг.5.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1974 |
|
SU510375A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления кожгалантерейного изделия | 1974 |
|
SU526516A1 |
| Солесос | 1922 |
|
SU29A1 |
| . | |||
