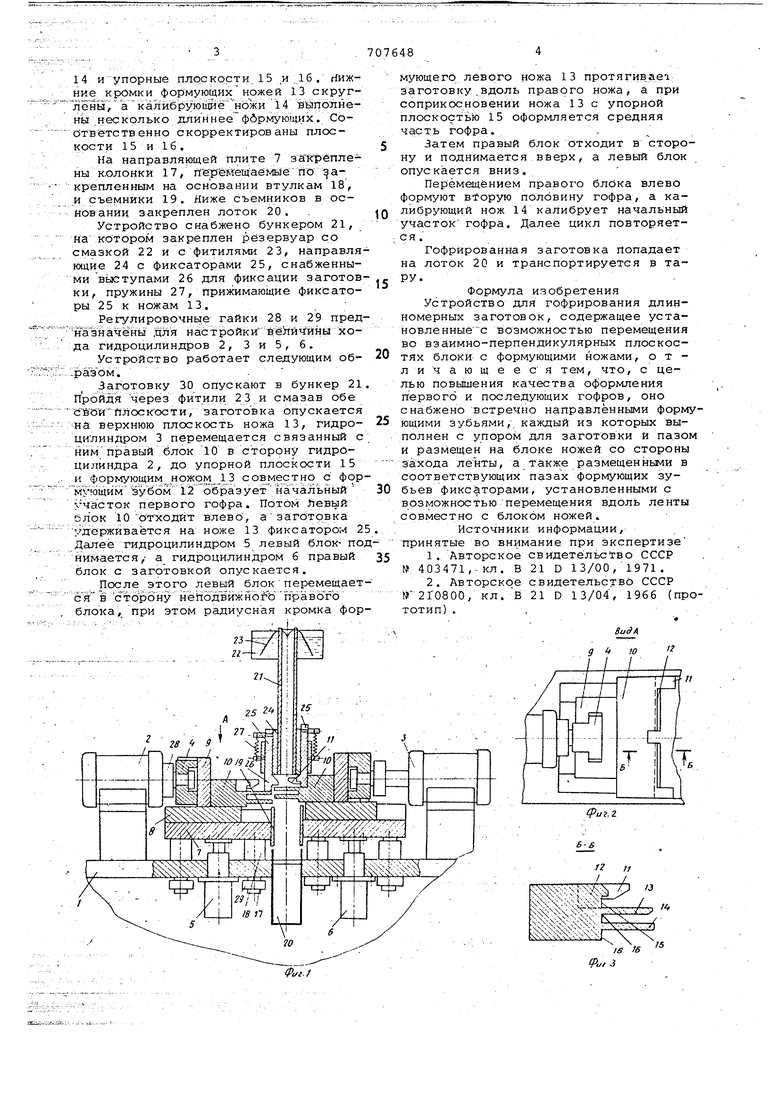
(54) УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК 14 и упорные плоскорти 15 и ,16. Нижние кромки формующихножей 13 скруг лены, а калйбрующ11ё нЬжи 14 Вйполнены несколько длиннее фбрмующих. Соответственно скорректированы плоскости 15 и 16. На направляющей плите 7 заКреплены колонки 17, п ёрёйещаемЫёПО акрепленным на основании втулкам 18, и съемники 19. Ниже съемников в основании закреплен лоток 20. Устройство снабжено бункером 21, на котором закреплен резервуар со смазкой 22 и с фитилями 23, направля ющие 24 с фиксаторами 25, снабженными выступами 26 для фиксации заготов ки, пружины 27, прижимающие фиксаторы 25 к ножам 13. Ре гулировочные гайки 28 и 29 пред наэначёны для настройки в ёййчйныхо:да гидроцилиндров 2, 3 и 5, 6. Устройство работает следующим обфазой. Заготовку 30 опускают в бункер 21 йройдя через фитили 23..и смазав обе еВОйПлоскости, заготовка опускается «а верхнюю плоскость ножа 13, гидроцилиндром 3 перемещается связанный с : нимправый блок 10 в сторону гидроцилиндра 2, до упорной плоскости 15 и формующим ножом 13 совместно с фор мующим Weoft 12 образует уначальный участок первого гофра. Потом Левый блок 10Отходйт влево, а заготовка удерживается на ноже 13 фиксатором 2 Далее гидроцилиндром 5 левый блок- по йимается,- а гидроцилиндром 6 правый блок с заготовкой опускается. После этого левый блок перемещает С я в сторону нёПбдЪй ногб пр.авбго блока, при этом радиусная кромка фор мующего левого ножа 13 протягивае заготовку.вдоль правого ножа, а при соприкосновении ножа 13с упорной плоскостьК) 15 оформляется средняя часть гофра.. Затем правый блок отходит в сторону и поднимается,вверх, а левый блок опускается вниз. Перемещением правого блока влево формуют Btopyro половину гофра, а калибрующий нож 14 калибрует начальный участок гофра. Далее цикл повторяетс я. Гофрированная заготовка попадает на лоток 20 и транспортируется в тару. Формула изобретения Устройство для гофрирования длинномерных заготовок, содержащее установленные- с возможностью перемещения во взаимно-перпендикулярных плоскостях блоки с формующими ножами, о т л и ч а ю щ е е с я тем, что, с целью повышения качества оформления первого и последующих гофров, оно снабжено встречно направленными форму ющими зубьями, Каждый из которых выполнен с упором для заготовки и па.зом и размещен на блоке ножей со стороны захода ленты, а также размещенными в соответствующих пазах формующих зубьев фиксаторами, установленными с возможностьюперемещения вдоль ленты совместно с блоком ножей. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 403471,-кл. В 21 D 13/00, 1971. 2.Авторское свидетельство СССР 2Г0800, кл. в 21 D 13/04, 1966 (прототип) .
фиг.)
ВидА.
(ри-г.г
Ё-е
12
II
I
L
:--x- -t-X- -X /J 13
iili
tiiM$:: S
IS 6
IPut 3
Сриг.5
ipufS
Фиг.9
фиг 6
(put. Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гофрирования длинномерных заготовок | 1982 |
|
SU1094646A1 |
| Устройство для гофрирования длинномерных заготовок | 1981 |
|
SU940921A1 |
| Устройство для гофрирования листового материала | 1974 |
|
SU547261A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2205084C1 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| Устройство для гофрирования листового материала | 1989 |
|
SU1666244A2 |
| Пресс-блок для калибрования отверстий в спеченных изделиях | 1986 |
|
SU1405970A1 |
| Устройство для калибровки и уплотнения пористых изделий | 1983 |
|
SU1105279A1 |

