1
Изобретение ОТКОСЕТСЯ к обработке мета ТЮЗ давпение ; в частности i: устройствам для гофрирования листового материала.
Известно устройство для гибки пистово го ;.оатерйапа в ворл-юобразгг/ю форлг), содержащее устал ;оняеш ь Й на корпусе меха-кизм прижима oai oTOBKH, приводные рычажно---эксцентриковым. приводом в иагфавлении. перпеидихупярном к ппоскости обрабатываемой заготовки, фор:ч-ггющие инструменты, расположенные по обе стороны от заготовки 1.
Однако при -жестких рычажно-эксцентри коБых м.ехал измах при:зода инструментов MOjiCHO получить заготовка с волнами пмшъ одной ВЫСОТЫ,, а., кроме тогОд сложность конструклГйИ гфивода ум.е}:ьшает его надежность.
С цепью упрощения конструкгхии и расти peiffiH диалазона сортамента гофр устройст- ВО снабнсеио каретками с механизмом шагвой нодачи их 3 направлении; параллельном плссксютя обрабатываемой захотсвки, уста- новлендыми ла к.:гоетк.ах дополнительными фор.-г/ющими инструментамл, а также регу
лируемыл приемником, расположенными на Kcpiijce между каретка т.
Приемнтгк выполнен в виде двух плит, в каждой из которых на расстоянии один от другого, равном шагу вопны, выполнены лазы для направления приводных от гидро- цлли1-щров фор1 13ющих инструментов.
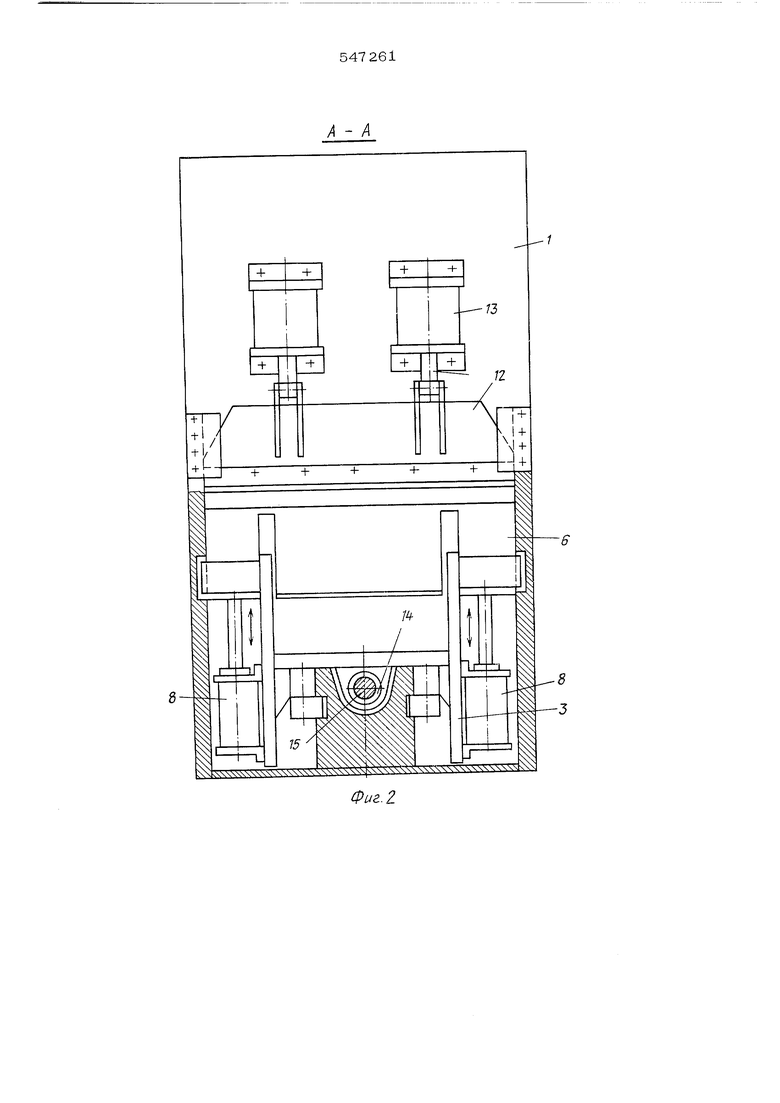
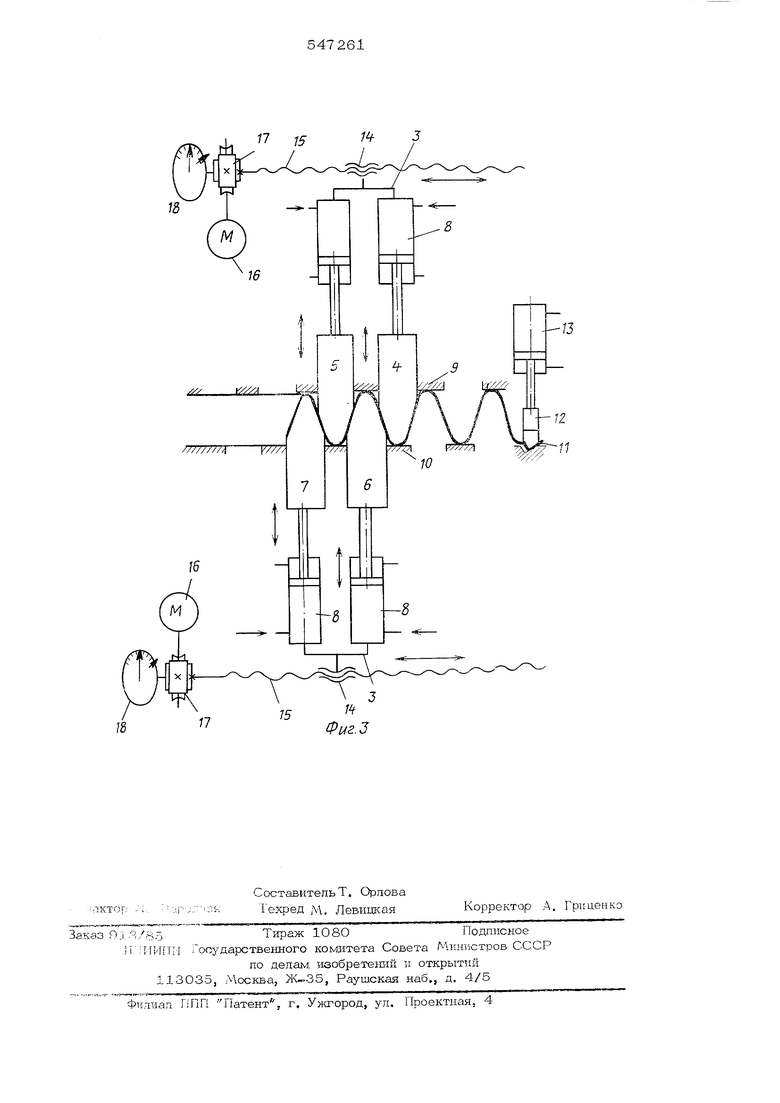
На фиг, 1 изображено устройство, общи вид; на фиг, 2 - разрез по А-А на фиг, 1 на , 3 - кинемат5г-1еская схема устройства.
Устройство состоит из корпуса 1, в направляющих когорого 2 перемещаются нижняя и верхняя каретки 3 с установленными на них дефорг.шруюшими верхними 4 и 5 и нижJн:имJI 6 и 7 инстр5 ментами с приводом их Вертикального перемещения в виде гидроашиндров 8. Приемник, расположенный в корпусе, выполнен в виде плит 9 и 1О с направляющими пазами, выполненными на расстоянии один от другого, равном, шагу гофр.
Плита 9 является одновременно ограничителем хода инструментов 6 и 7, а плита 10 - ограничителем хода инструментов 4 и 5. .Расстояние rrnvn-aMU регуjTHjiyeTCH при исзктсипнии ijx)ptT}-i rcxjip. Для фиксащ1н кромкм заг-слопки 11 cfiyx-aiT прижим; 12 с приводом от гидрощтшщрч 13. 1а каретке жестко закрегшеиа гайка 14, которая с ходовым винтом 15 образует вин ювую пару, 11одви}К1 Ым звеном в поступательном перемощен.1И являе1х;я каретка 3. .imeinie BHHiy 15 передается от эпектродвигатепя 16 через редуктор 17, Ходовой Biiiii связан со счетным механизмом. 18, задающим, программу передвижения каретки. Устройство работает спедуюшим образом В исходном положении инструмент 4 и 5 .находятся в верхнем положении, а 6 и 7 - в нижнем, каретки 3 - в крайнем пра- jBOM положении так, что инструм.енты 4«7 ;раснопожены против соответствующих пазов в нпитах 9 и 10. Заготовку 11 укладь вак.-)т на нижлюю плиту Ю, кромку затотовки зажимают прижимом 12. Илструмент С) поднимасггся к ппите 9, увлекая за собой аа1ютовку 11 до тех пор, пока он не упрет ся в плиту 9. Затем, включается привод ин ;струмента 4, , опус каясь до плиты Ю, увлекает за собой заготовку, огибая ее ио левой рабочей noBepxjicxiTvi инструмента 6, В результате этого цикла образуется пер вая волна на зшютовке, э-того переметают ни.жний инструмент 7, который оги-ч бает заготовку по левой рабочей поверхнос« ти инстр5мента 4. Затем включают привод HHCTjjyмента 5, перемещаюиют ося вниз до .упора 6 в плиту Ю и образующего еще од4 ну волну. Таким образом, за четыре хода инс1ру ментов получают две волны. Для формоБа.1Гня следующих вопи ниж нюю каретку 3 неремещают влево на вели« чину шага волны f опустгш предваритель . но инструменты 6 и 7 и выведя их иа па плиты 10. Передвижение каретки осушеСТ« вдяется через винтовую пару 14-15, ре дуктор 17 и электродвигатель 16, который автомлтическл включается от счетного механизма. Затем перемещают инструмент 6 вверх, посылая его в углубление второй изготоВ лещюй BOfuiH на заг(товке 11 шгя калибровки и фиксирования заготовки путем, поджатая ее к плите -), fIocлe этого пере м.ещают инструмент 7, oi-ибая заготовку по левой рабочей поверхнс.х:ти и}ютруь«зита .. Далее пош1имают инструменты 4 и 5, рыводя их ив пазов плиты 9, переметают влево верхнюю ка1.)етку на величину шага волны. Таким образом, процесс гcJфpиpoвaния заготовки складывается из последовательного и поочередного движеш{я инструментов в направлении заготовки и горизонтального перемещения их вместе с кареткой в направлении гофрообразования. Применение данного ycTpoifcTSa нозво--, лит изготавливать гофрированные листы |С любым, шагом волн и беа утонения листа. Формула изобретения 1. Устройство для гофрирования листового материала, содержащее установленный на корпусе механизм прижИ1уШ заготовки, приводные в направлении перпендикулярном плоскости обрабатываемой заготовки формующие инструменты расположенные по обе стороны от ваготовки, отпкчаюшен е с я тем, что, с цепью упрощения конструкции и расщирения диапазона сортамента гофр, оно снижено каретками с ,механ-из мом шаговой подачи их в иаправие шк, . леяьном плоскости обрабатываемой ааготовйи. установленньи ш на каретках дополнитепьньи и формующими инструментами, а также регуг ируемь М приемником, установленным на кор1г/се , кареткакш 2 Устройство по п. 1, о т п к ч а щ е е с я те MS что, приемник вьшошген в виде двух плиТа в каждой иа которых на рй стоянии один от другого, равном щагу волны, выполнены пазы для направлеюш фо| мующих инструментов. 3, Устройство по п 1, о f л н ч а ю i. щ е е с я .тем, что прдаод фо{э,ющих ин cTpyivSHTOB йыяошен в ввде гидроцилинд- ров. Источники и№})ормадни, пр1шзть е во ма1ше при эксперт1ае: 1. Авторское свидетельство СССР № 262069. М.Кл. В 21 В 13/00 от 08.О7.63 (доототип).
A
rr-г
7 15
П 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования листового материала | 1989 |
|
SU1666244A2 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1738427A1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| Устройство для гофрирования непрерывно движущейся ленты | 1989 |
|
SU1791055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |