Изобретение относится к кузнечно-прессовому машиностроению и может быть использовано для штамповки изделий из полосы.
Известна автоматическая линия штамповки изделий из полосы, содержащая участки предварительной обработки полосы, прес,сы для штамповочных операций, связанные между собой транспортными средствами IJ.
В известной автоматической линии полоса подается на первую операцию таким образом, что ее длинная сторона расположена перпендикулярно оси линии.
Перед вытяжкой заготовки происходит правка и дроссировка на листоправильной машине. Для того, чтобы можно было применить лисгоправильную машину с меньшей длиной правильных валков, целесообразно плавку полосы производить на короткой стороне. Поэтому листоправильная машина расположена перпендикулярно оси линии, и полоса, пройдя листоправильную машину, по рольгангу перемещается на ось линии, где она меняет направление движения, и автоматической подачей, обслуживающей прессовую часть линии, перемешается дальше уже вдоль линии.
Такое расположение оборудования в линии под углом (буквой Г) может применяться, однако в том случае, когда длина оборудования, размещаемого перпендикулярно оси линии, сравнительно невелика. При значительной длине этого оборудования начало линии выходит за габарит пролетя, что затрудняет обслуживание линии и ня рушает транспортные потоки в цехе.
Цель изобретения - сокращение п ггизводственной площади.
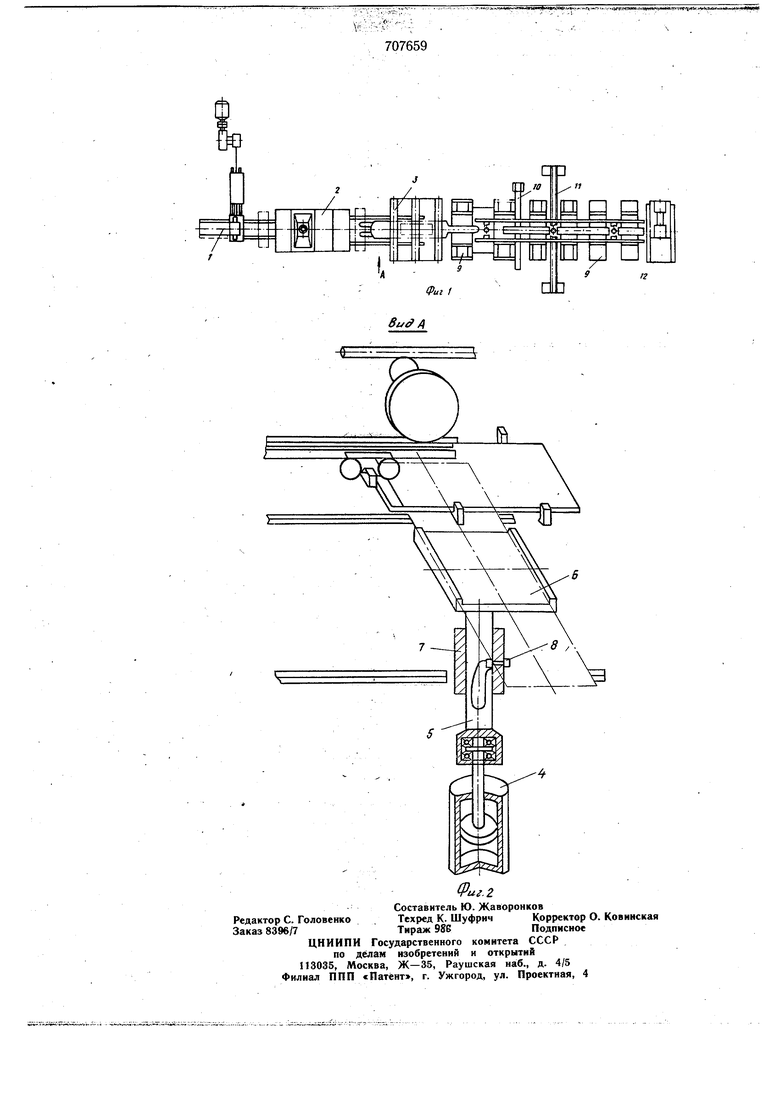
На фиг. 1 изображена автомати-.еская линия штамповки изделий из полосы; на фиг. 2 - механизм поворота заготовки, вид А.
Автоматическая линия штамповки изделий из полосы состоит из пocлeдoвaтe. установленных и расположенных в одну линию, связанных между собой тргп.спортными средствами полосоукладчика 1 агрегата 2 обезжиривания, механизма 3 авюматичсской подачи пресса, под которым расположен механизм подъема полосы и ее поворота, выполненный в виде установленного на станине и вертикально расположенного пневматического цилиндра 4 to 1йтОком 5, имеющим винтовбй паз:
На конце штока 5 устаноблен поворотный стол 6. В винтовом Лазу штбкгГ ff(JMeщен жестко закрепленный на кронштейне 7 палец 8. Для производства штамповочных операций в линии установлены последовательно три одинаковых пресса 9, мевду которыми расположены механизмы 10 и 11 уборки отходов. В кОйце тганий ycf аноЪЛен механизм 12 стапелирования.
Автотиатическая лйиия для штамповки изделий из полосы работает следующим образом..
Исходная полоса стопой в специальной таре подается к полосоукладчику 1, далее каждая полоса переносится в агрегат 2 обезжири вания, где подвергается промывке. и. сушке путем обдува горячим воздухом. Причем полоса подается в агрегат перпендикулярно оси линии, длинной стороной вперед. После операции очистки и обезжиривания полоса в тиком же положении подается к механизму поворота заготовок на поворотный стол 6. При подъеме itiTOKa 5 пневмоцилиндра 4 за счет имеющегося на штоке винтового паза с помещенным в нем пальцем 8, жестко закрепленным на кронштейне 7, поворотный стол 6 с полосой поворачивается на 90° в горизонтальной плоскости. Подача полосы на участок штамгговки осуществляется механизмом , 3 автоматической подачи пресса.
В первом прессе 9 выполняется операция вытяжки и резка полосы заготовки на три заготовки. Отходы убираются механизмом 10 уборки отходов, после чего заготовки проходят ко второму прессу 9, где производится операция обрезки по контуру, после выполнения которой отходы убирают; ся механизмом 11 уборки отходов. Далее заготовки поступают в третий пресс 9, вйполняются операции правки и пробивки отверстий. Отходы, образующиеся после операции пробивки отверстия, удаляются из рабочей зоны механизмом уборки отходов. Готовое изделие переносится к механизму 12 стапелирования, где опускается в тару, коTopaj по мере заполнения ее изделиями поступает на позицию выгрузки, а пустая тара .вводится в рабочее пространство механизма 12 стапелирования на ось линии. Удаление тары с 15тштампованными изделиями 5 с тележки механизма стапелирования осуществляется цеховыми грузоподъемными средствами (на черт, не показаны). - i , , . .
Применение механизма поворота заго(0 тОвОк в автоматической линии щтамповки изделий из полосы позволит расположить всё технологическое оборудование в одну Линию при значительном сокращении длины агрегата обезя :иривания за счет перемещения в нем заготовки перпендикулярно оси линии, а следовательно, и всей линии в целом
Формула изобретения
1.Автоматическая линия щтамповки изделий из полосы, содержащая участки предварительной обработки полосы, прессы для штамповочных операций, связанные между собой транспортными средствами, установленный на станине механизм .перемещения полосы От участков предварительной обработки к прессам, отличающахя leM, что, с целью сокращения производственной плоЦ1ади, автоматическая линия снабйсена ме0 ханйзмом подъема полосы и ее поворота, установленным под механизмом перемещенн я полосы от участков предварительной обработки к прессам.
2.Автоматическая линия по п. 1, отличающаяся тем, что механизм подъема полосы и ее поворота выполнен в виде вертикально расположенного силового цилиндра, на щтоке которого закреплен стол и выполнен винтовой паз, а на основании закреплен палец, взаимодействующий с винтовым
о пазом.
Источники информации, принятые во внимание при экспертизе 1. Автоматическая линия щтамповки купальных ванн. Мод. Л. 514, чертеж J №514-00-003, ЦБКМ, 1975 (прототип).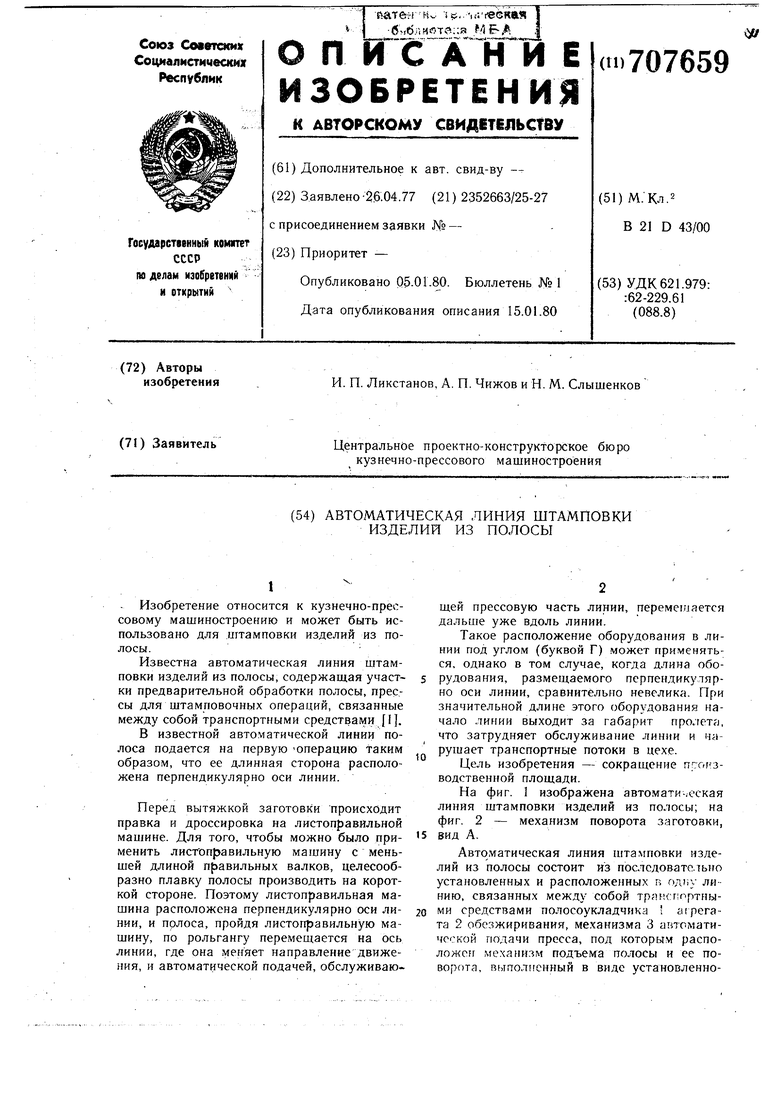
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Автоматизированный комплекс для изготовления деталей из плоского материала | 1986 |
|
SU1349847A1 |
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |