Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа ступенчатых валов.
Известен способ поперечно-клиновой прокатки, при котором заготовку деформируют двумя клиновыми элементами при их прямом встречном перемещении в параллельных
ПЛОСКОСТЯХ 1.
Но известный способ отличается относительно невысокой прочностью изделия и ограниченным обжатием за проход: при обжатии более 1,8 происходит проскальзывание заготовки по инструменту.
Цель изобретения - повышение точности прокатки и величины обжатия за проход.
Для ЭТОГО дополнительно осуществляют деформирование заготовки при изменении направления перемещения типовых элементов на обратное, многократно чередуя прямое и обратное перемещения элементов,
Единичное прямое перемещение осуществляют на величину 4я RK, где RK- радиус качения, а единичное обратное перемещение - па величину 0,5-0,9 единичного прямого перемещения.
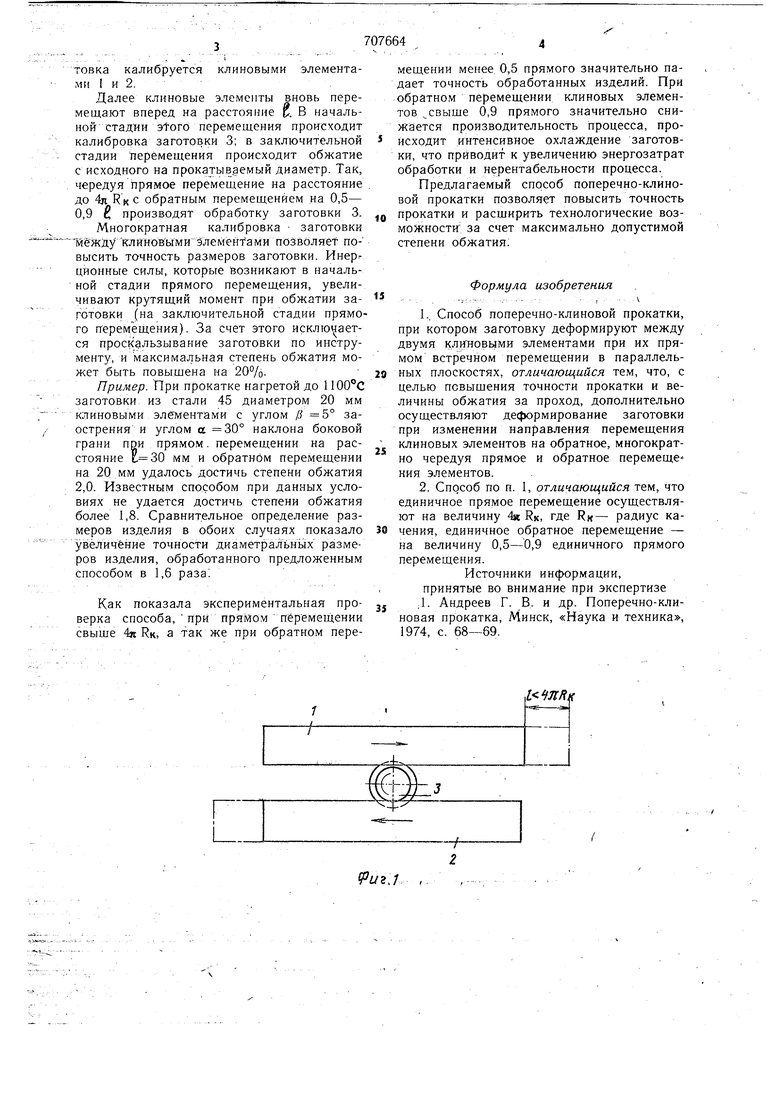
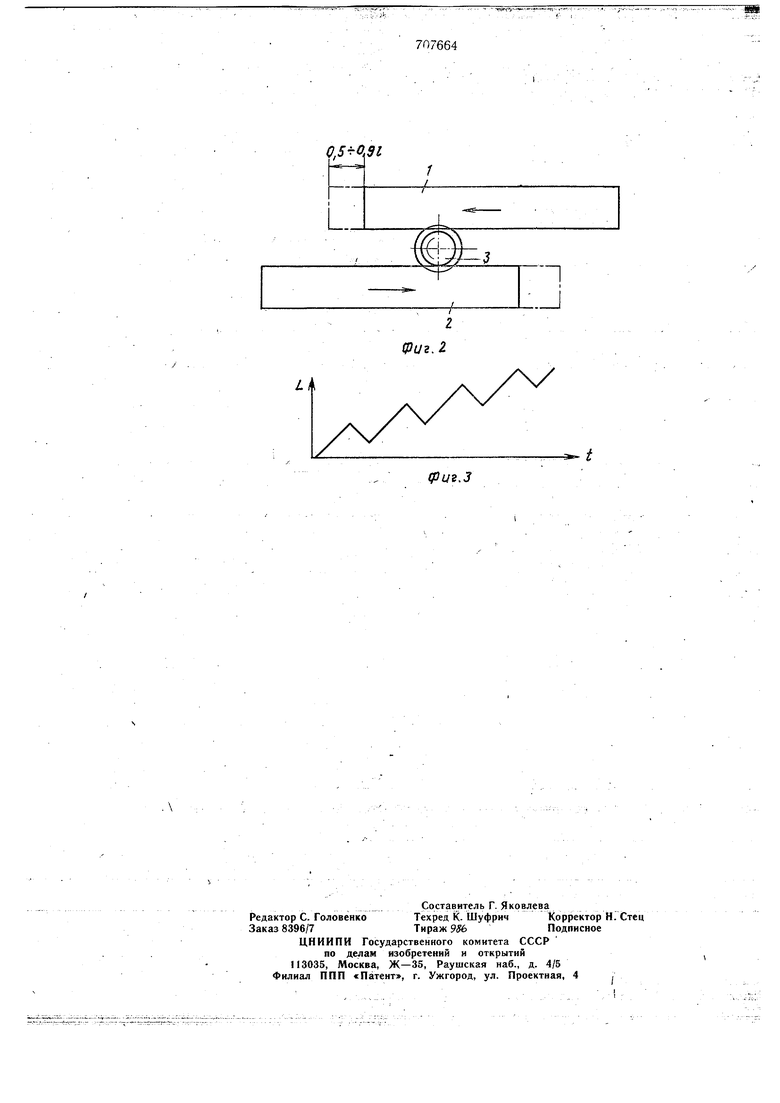
На фиг. 1 показана схема осуществления способа, прямое перемещение клиновых элементов; на фиг. 2 - то же, обратное перемещение элементов; на фиг. 3 - график движения клиновых элементов.
На схеме изображены клиновые элементы 1 и 2, между которыми помещена обрабатываемая заготовка 3Способ поперечно-клиновой прокатки осуществляют следующим образом. Между клиновыми элементами I и 2 помещают заготовку 3. Клиновые элементы 1 и 2 перемещают в параллельных направлениях навстречудруг двугу (прямое перемещение) на расстояние идо 4к R , где Кк-радиус качения; При этом клиновые элементы 1 и 2 внедряются в заготовку 3, вызывая ее вращение. За счет воздействия клиновых элементов заготовка в месте ее
соприкосновения с клиновыми элементами уменьщается в диаметре и увеличивается в длину. Затем клиновые элементы перемещают в обратном направлении на 0,5- 0,9 прямого перемещения. При этом загоовка калибруется клиновыми элементами I и 2.
Далее клиновые элементы вновь неремещают вперед на расстояние . В начальной стадии эtoгo перемещения происходит калибровка заготовки 3; в заключительной стадии перемещения происходит обжатие с исходного на прокатываемый диаметр. Так, чередуя прямое перемещение на расстояние, о 4л R к с обратным перемещением на 0,5- 0,9 производят обработку заготовки 3.
Многократная калибровка - заготовки клйновыми Злементами позволяет повысить точность размеров заготовки. Инер цйонные силы, которые возникают в начальной стадии прямого перемещения, увеличивают крутящий момент при обжатии заготовки (на заключительной стадии прямого п еремещения). За счет этого исклю ается проскальзывание заготовки по инструменту, и максимальная степень обжатия может быть повыщена на 20%Пример. При прокатке нагретой до 1100°С заготовки, из стали 45 диаметром 20 мм клиновыми элементами с углом Д 5° заострения и углом а 30° наклона боковой грани пои прямом, перемещении на расстояние мм и обратном перемещении на 20 мм удалось достичь степени обжатия 2,0. Известным способом при данных условиях не удается достичь степени обжатия более 1,8. Сравнительное определение размеров изделия в обоих случаях показало увеличение точности диаметральнь1Х размеров изделия, обработанного предложенным способом в 1,6 раза
Как показала экспериментальная проверка способа, при пряйом перемещении свыще % RK, а так же при обратном перемещении менее, 0,5 прямого значительно падает точность обработанных изделий. При обратном перемещении клиновых элементов свыще 0,9 прямого значительно снижается производительность процесса, происходит интенсивное охлаждение заготовки, что приводит к увеличению энергозатрат обработки и нерентабельности процесса.
Предлагаемый способ поперечно-клиновой прокатки позволяет повысить точность прокатки и расщирить технологические возможности за счет максимально допустимой степени обжатия:
Формула изобретения
1., Способ поперечно-клиновой прокатки, при котором заготовку деформируют между двумя клиновыми элементами при их прямом встречном перемещении в параллельных плоскостях, отличающийся тем, что, с целью повышения точности прокатки и величины обжатия за проход, дополнительно осуществляют деформирование заготовки при изменении направления перемещения клиновых элементов на обратное, многократно чередуя прямое и обратное перемеще ния элементов.
2. Способ по п. 1, отличающийся тем, что единичное прямое перемещение осуществляют на величину 4« RK, где RK- радиус качения, единичное обратное перемещение - на величину 0,5-0,9 единичного прямого перемещения.
Источники информации, принятые во вни.мание при экспертизе
;1. Андреев Г. В. и др. Поперечно-клиновая прокатка, Минск, «Наука и техника, 1974, с. 68-69.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ступенчатых валов | 1990 |
|
SU1773539A1 |
| Интсрумент для поперечной прокатки | 1977 |
|
SU637183A1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU570438A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ МЕТАЛЛА | 1995 |
|
RU2100136C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МОНОЛИСТОВЫХ БРОНЕЭЛЕМЕНТОВ Б 100 СТ | 1999 |
|
RU2139357C1 |
П
r
I
..J
t
