(54) ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ . ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
| Способ поперечно-клиновой прокатки ступенчатых валов | 1979 |
|
SU854528A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU764808A1 |
| Способ изготовления изделий | 1986 |
|
SU1391787A1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867493A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечной прокатки | 1979 |
|
SU935180A1 |
Изобрегение огносигся к обработке мегаллов цавле1шем и может быть использовано для получения деталей типа ступенчатых валов поперечно-клиновой прокаткой. Известен инструмент для поперечной прокатки, содержащий формующие и отрезные клинья. В инструменте с целью повышения качества торцевых поверхностей прокатываемых изделий, формообразование осуществляют в слещ/ющей-последовате- льнсхзти: деформирование и калибровка фсрмующими клиньями, предварительная разрезка отрезными элементами с одновременной формовкой конусных TOfnoB (фасок) и окончательная разрезка. Кшструкция отрезных элементов инструмента обеспечивает получение качественных торцовых поверхностей Cl, Недостатки этого инструмента заключаются в значительной щпше отрезных ЭПБментсж и большой их металлоемкости. инструмент для поперечноклиновой прокатки, содержащий формукяиие и отрезные клинья. Отрезка концевых отходов в известном тшструменте совмещена с формообразованием фасок на торц1 вых участках изделия Г. Недостатком известного инструмента является низкое качество торцовых поверхностей и прилегающих к ним ступеней изделия. В процессе отрезки концевь& отходов с формообразованием фасок на прокатываемом изделии деформация осуществляется в закрытом калибре, поэтому обьем металла, вытесняемый при формообразовании фасок, переходит в прилегающую к ним ступень изделия, искажая его форму и размеры. На известном инструменте торцовые ступени изделия имеют конусность и эллипсность поперечного сечения. Цель изобретения - повышение качестт ва прокатанных изделий. Поставленная цель достигается тем, что инструмент для поперечно-клиновой прокатки, содержащий последовательно расположенные на основании форк{ующце
и огреаные клтпья, снабжен направляю щими, усгановлвнными на боковЬЕК торцовых поверхностях формукадих клиньев, а отрезные клинья подпружинены в направлении оси прокатки и установлены на направляюишх.
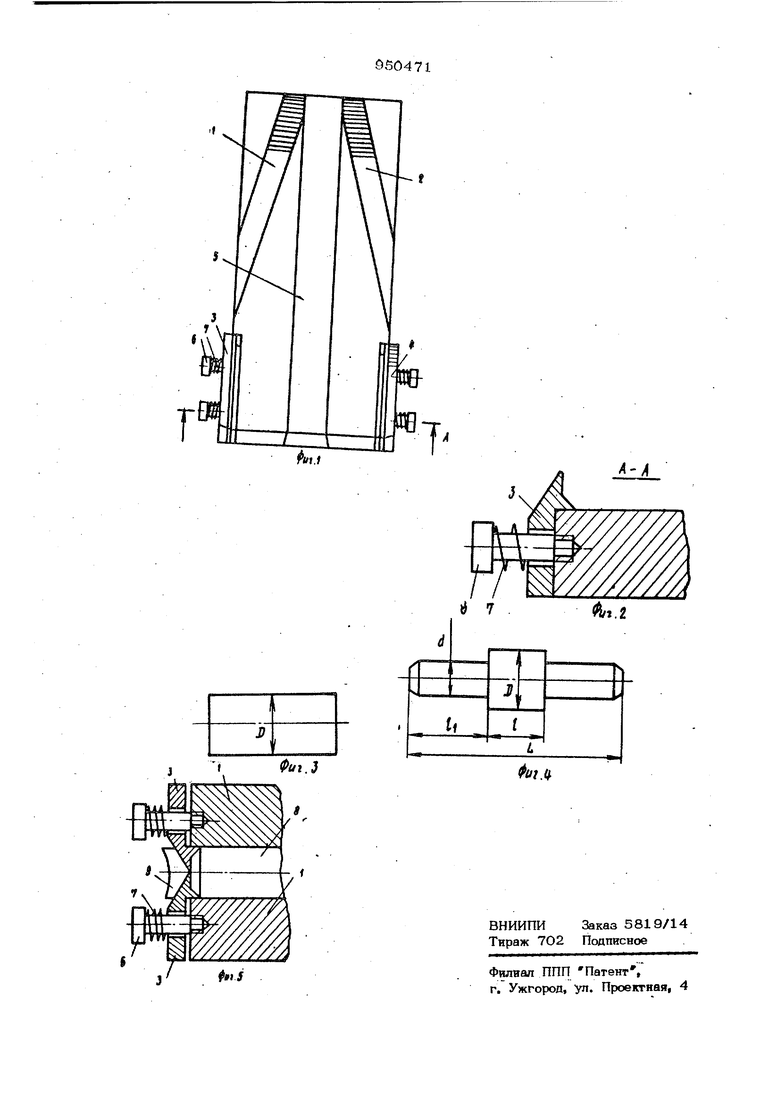
На фиг. I показан инструмент для пепечно-клиновой прокатки, вид в плане| на фиг. 2 - сечение А-Л на фиг, 1; на фиг. 3 - исходная заготовка; на фиг. 4прокатанное изцелие j фасками на торповых поверхностях; на фиг. 5 - инструменты в момент формообразования торцо« вых поверхностей.
Инструмент для поперечно-клиншой прокатки содержит формующие 1, 2 и оТ резные 3, 4 клинья и вставку 5. Отрезные клинья 3 и 4 установлены на нагфавляю.щих 6, выподаеенных в виде, например,
. установочных винтов, закрепленных на бо ковых наружных поверхностях формующих клиньев 1 и 2, и подпружинены с помощью, например, пружин сжатия 7.
При работе пара идентичных инструментов сообщают встречное пос5упатель ное движение, в результате которого они плавно ы едряются в исходную заготовку заходаыми участками формующих Клиньев I и 2, вызывая ее вращение. В результате деформации этими клиньями на заготовке формоофаЕуются требуемые ступени, например ступени диаметром 3 . В посшрующем в прокатываемую заго товку внедряются отрезные клинья 3 и 4, отделякяцие от -прокатываемого изделия 8 кондевые отходы 9 и формующие фасКи
на торцовых поверхностях изделий. Причем объемы металла, вытесняемые при формообразовании фасок на торцовых поверхностях изделий, на удшшшие
прокатьтаемого издеге1я, при этом отрезные ножи под - воздействием усилия деформации перемещаются на направляющим 6, сжимая пружины сжатия 7. В кдаце рабочего хода инструментсе прокатьйае- мое изделие выходит из контакта с инс1 рументами, отрезные ножи возвращаются пружинами 7 в исходное положение. Уст1лия подпружинивания отрезных ножей РПОАПР. ДО/ишо быть в пределах
0,3 РлеФ. ПОАПР еФ. еф. усилие деформации то}щовой поверхности.
По сравнению с прототипом данный инстрбмент обеспечивает повышение качества прокатанных изделий с фасками на торцовых поверхностях.
Формула изобретения
Инструмент для поперечно-.1шиновой прокатки, содержащий последовательно расположенные на «рсновании формующие и отрешь клинья, отличающийся тем, что, с целью повышения качества прокатанных изделий, он снабжен направляющими,-устМовленными на .боковых торцовых поверхностях формующи клиньев, а отрезные клинья подпружинены в направлении оси прокатки и установлены на направляющих.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР N 6 94262,кл, В 21 Н 1/18,
2, В. А. и др. Совершенствование поперечно-клиновой прокатки. Минс Наука и техника, ; 1980, с 177,
рис. 55 (прототип).
-X
tf 7
