(54) ПИВСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ПОГОШКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования порошка | 1985 |
|
SU1268285A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| Пресс-форма для прессования изделий из порошка | 1984 |
|
SU1194576A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| Прессформа для формования изделий из порошков | 1982 |
|
SU1024150A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| СПОСОБ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2470737C2 |
| Устройство для прессования изделий из порошков в автоматическом режиме | 1990 |
|
SU1722687A1 |
I . : . изобретение относится к области порошюствой металлургии,, а именно к пресс-формам для прессования изделий из норошковых материалов. Известно устройство для изготовления небольших деталей прессованием порошков, состо щее из корпуса, привода, составной матрицы и двух пуансонов. Стенки составной Матрицы соприкасаются боковыми поверхностями С боковыми поверхностями пуансонов. Две стен ки составной матрицы, ограничивающие прессовку по одному из направлений, вьшолнены отодвигающимися после прессования. Две другие стенки составной матрицы расположены в корпусе неподвижно. Устройство имеет стержень для выпрессовки детали 1. Недостатками известного устройства являют ся низкое качество спрессованных изделий, малая производительность, значительный износ матрицы, большой расход энергии, невозможность изготовления изделий сложной формы. Известна также пресс-форма для прессовани порои1ка,которая снижает давления прессования уменьшает таким образом износ матрицы и повышает плотность изделий. Данная прессформа для прессования порошка содержит матрицу, нижний пуансон и верхний пуансон с пазом, выполненный с возможностью перемеще1ШЯ. Пресс-форма снабжена боковыми планками и фигурными упорами, а одна из стенок матрицы установлена с возможностью перемещения в вертикальном и горизонтальном направлениях 2. Однако распрессовка изделия производится постепенно, упругое расширение изделия происходит неравномерно, не исключается возможность ноявлеция расслойных трешин. Целью, изобретения является повышение ; качества изделий и производительности процесса. Поставленная цель достигается тем, что стенки матрицы выполнены с пазами и с возможностью перемешения при помощи пружин, установленных в пазах стенок матрицы и верхнего пуансоиа, и клиньев, причем одна пара смежных стенок матрицы установлена с прилеiraHHCM к боковой поверхности ниж)1его пуансона и к торцовой поверхности верхнего rryatrсона, другая пара смежных стенок матриш..,, расположена с прилеганием к боковой поверхности верхнего пуансона и к торцовой поверхности нижнего пуансона, прн этом верхний пуансон выполнен с возможностью перемещения перпендикулярно направлению прессования..
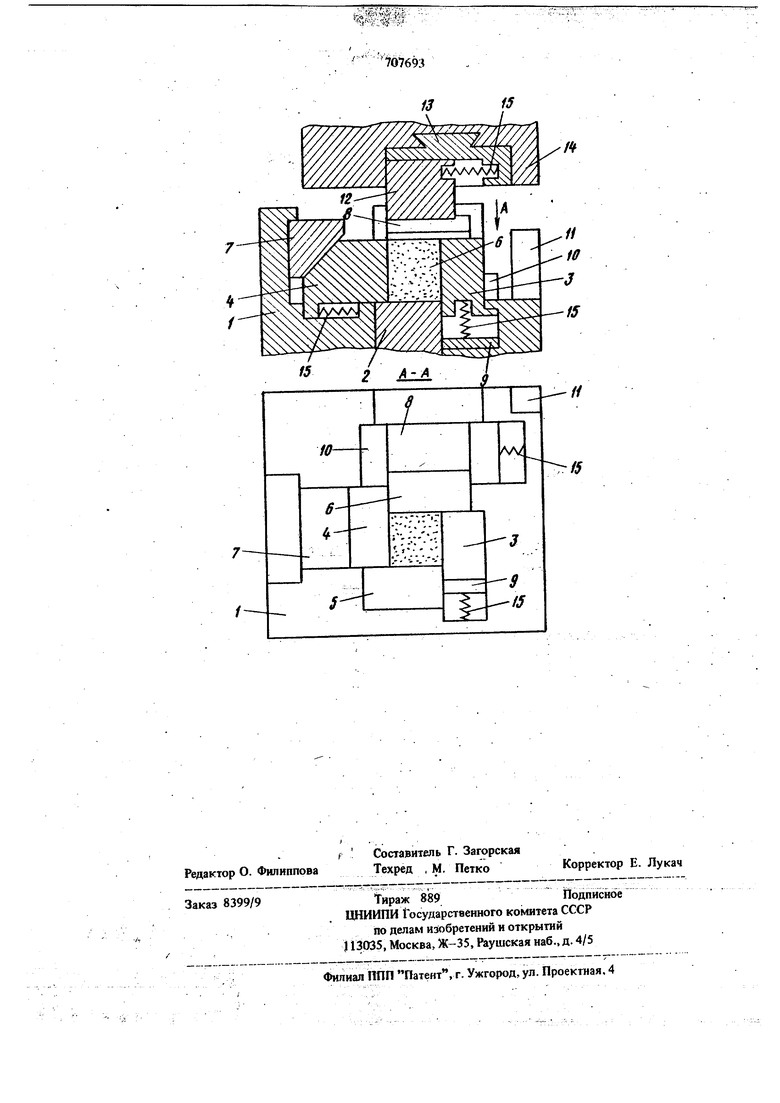
На чертеже изображена пресс-форма для прессовання порошка. ,
Корпус 1 устройства установлен на нижней плите пресса. В корпусе 1 размещены нижний пуансон 2, правая стенка матрицы 3, левая стенка матрицы 4, передняя стенка матрицы 5 задняя стенка матрицы 6, левый клин 7, задний клин 8, попзушки 9 и 10 и упор 11. Верхний пуансон 15 установлен в пазах ползушки 13, размещенной в плите 14. Плита 14 прикреплена к верхней плите пресса. Для обеспечения силового замыкания стенок матрицы 1й пуаНсонов и их одновременного перемещенйя после прессования предназначены пружины 15.
Устройство работает следующим образом. Tlticite заполнения прессуемым поропжом полости пресс-формы, образованной нижним пуансоном 2 и стенками матрицы 3-6, при движенш .верхней плиты Пресса вниз верхний пуансон 12 замыкает полость пресс-формы, сдвигает при этом вниз правую стенку матрицы 3 и переднюю стенку матрицы 5 и входит в сопри1сос;новение вертикальными гранями с левой стенкой матрицы 4 и задней стенкой матрицы 6. Во время дальнейшего движения верхней плиты пресса вниз плита 14 нажимает на левый клин 7 и задний клин 8. Левый клин 7 перемещает левую стенку матрицы 4 вправо, а задний клин 8 - з;аднююстёнкУ матрицы б в направлении передней стенки матрицы 5. Левая стейка матрицы 4 при этом перемещает Заднюю стенку матрицы б вместе с полэущкой 9 и верхний пуансон 12 вправо, а задняя стенка матриад, б - правую стенку матрицы 3 вместе с ползущкой 10 и верхний пуансон 1 вперед. Таким образом происходит относительное движение всех стенок матрицы, сближение верхнего i i aHCOHa 12 и нижнего пуансона 2, сближение всех противоположных стенок матрицы и прессование порошка. Верх HJM; шита Пресса перемещается до упора 11. ПоШё окончания прессоваиия верхняя плита пресса перемещается вверх. Под действием пружин 15 стенки матрицы и верхний пуансон 12 возвращаются в начальное положение. ПресОбвка за счет сил упругого воздействия и относительного движения стеиок матрицы и .
.пуансонов высвобождается и удаляется из подости пресс-формы. Затем гтолостЬ пресс-формы заполняется порошком, и цикл прессования Повторяется.
Использование изобретения повьш1аеТ качество изделий, так как во время прессования стенки матрицы и пуансоны являются формуюшими и образуют замкнутую камеру сжатия, а схема прессования приближается к схеме равномерного всестороннего сжатия. Кроме того, уменьшаются внутренние напряжения в прессовке и уменьшается возможность появления расслойных треШин, так как упругое расширение прессовки происходит равномерно во все
стороны благодаря одновременному раздвиганию после прессовання стенок матрицы и пуансонов. Тем самым повышается пронзводительНость процесса и качество поверхности изделия. Возможно изготовление деталей более сложной формы, так как все стенки матрицы при этом могут быть выполнены фасонными. Повышается производительность процесса и за счет . того, что предложенная конструкция прессформы для прессования порошка позволяет
автоматизировать процесс., .
Формула изобретения
содержащая матрицу, нижний пуансон и верхний пуансон с пазом, выполненные с возможностью перемещения, отличающаяся тем, что, с целью повышения изделий и производительности процесса, стенки матрицы выполнены с пазами и с возможностью
перемещения с noMbiiibk) прухоин, установленных В Пазах стеибк матрицы и верхнего пуансона, и клННьев, причем одна пара смежных стенок матрииэ установлена с прилеганием к боковой
поверхности пуансона и к торцовой поверхности верхнего , другая пара смежных стенок Матрйць установлена с прилеганием к боковой поверхности верхнего пуансоИа и к торцевой noBepxiigrcfir нижнего пуансойа.
Источники информации,
принятые во внимание при экспертизе
13
//
fS
