Изобретение относится к области машиностроения, а именно к оборудованию на предприятиях черной металлургии для зачистки металлопроката подвижной шлифовальной бабкой. Известны способы упругого шлифования подвижной шлифовальной бабкой, при которых предусматривается гидравлический подхват круга с помощью дозатора и электрической команды на подъем шлифовального круга и останов станка 1. Устройство для осуществления указанного способа содержит управляющий гидроцил1гадр, получающий питание от насоса, аппаратуру управления и регулирования давления. В цепи питания штоковой полости гидроцилиндра установлены емкость с разделительным звеном и об ратный клапан, включенный параллельно емкости в период контакта шлифовального круга с заготовкой. Вследствие того, что поверхность проката име ет неровности, величина схода шлифовального круга с изделия, после включения в работу указанного устройства, определяемая величиной перепадов неровностей на поверхности и величи ной врезания круга в заготовку, т. е. величина хода крута по изделию, больше допустимой величины схода - провала крута. В связи с тем. что в емкости установлен датчик, на который воздействует подвижное разделительное звено в конце своего хода, команда датчика не позволяет осуществить реверсирование движения стола и осуществляет отвод шлифовального круга в верхнее положение. Для продолжения обработки необходимо осуществить ряд включений, предусмотренных схемой станка. Все зто требует непроизводительных затрат времени, что снижает производительностьЦель изобретения - повышение производительности за счет сокращения вспомогательного времени, затрачиваемого на осуществление включений, предусмотренных при сходе шлифовального круга с изделия и отвода его, а также повышение безопасности работы за счет предотвращения разрыва круга. Эта цель достигается тем, что шлифовальный крут на конце заготовки (или на небольшом расстоянии от конца) удерживается от перемещения в сторону изделия, т. е. зависает и при
сходе остается на уровне обрабатываемой поверхности, сохранив возможность перемещения от изделия.
Предлагаемое устройство для реализации данного способа снабжено гидрораспределителем, отсекающим штоковую полость гидроцилиндра прижима шлифовального круга и управляемым кулаком двустороннего действия, взаимодействующим с упорами.
1Ш1ифовальный круг в крайних положениях обрабатываемого изделия удерживают от перемещения в сторону изделия, например, запиранием щтоковой полости гидродилиндра прижима шлифовального круга и сохраняют возможность его перемещения в сторону от изделия путем заполнения щтоковой полости через обратный клапан маслом в случае отвода шлифовального круга профилем обрабатываемого изделия.
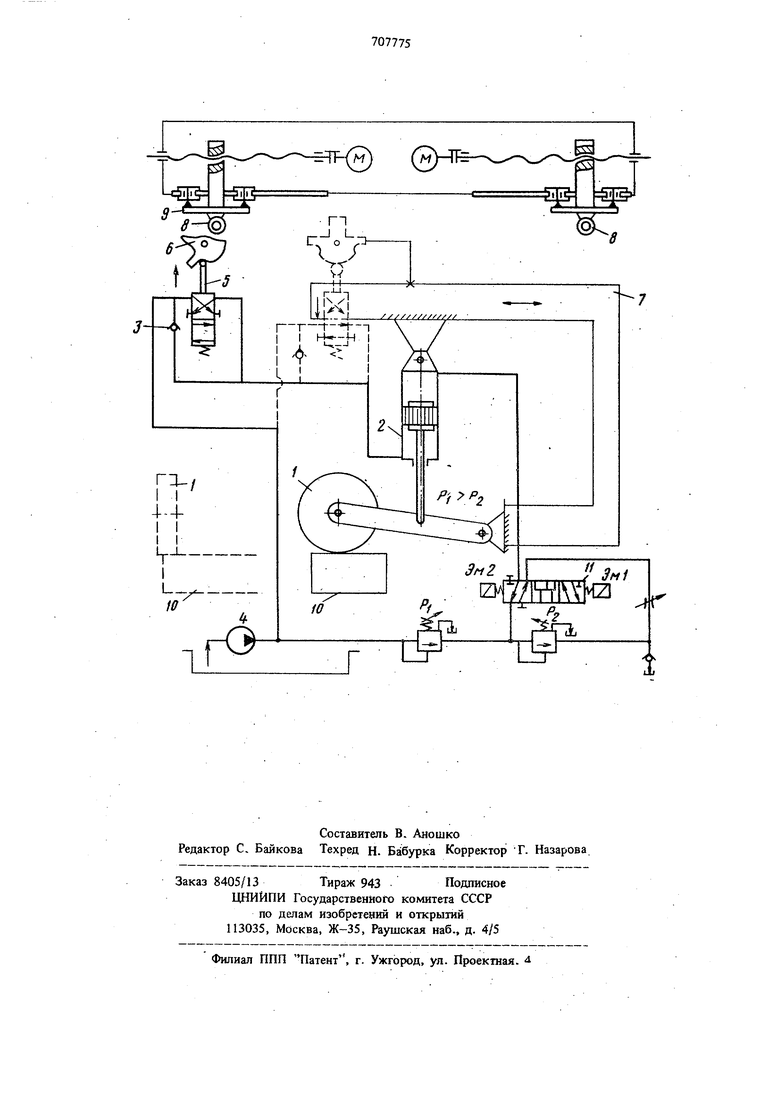
На чертеже показана схема предлагаемого устройства управления шлифовальным кругом, выполненная согласно изобретению.
Устройство управления шлифовальным кругом 1 состоит из гидроцилиндра 2 прижима шлифовального круга 1, обратного клапана 3, насоса 4, гидрораспределителя 5, кулака двустороннего действия 6, дистанционно регулируемых упороэ 8, например, винтовыми механизмами 9, на длину заготовки 10, напорных золотников / и и гидрораспределителя 11.
Работа устройства осуществляется следующим образом. Обдирка заготовки 10 осуществляется шлифовальным кругом 1, который подводится до контакта с заготовкой 10 гидродилиндром 2 прижима.
В штоковую полость гидродилиндра 2 постоянно подается давление, которое уравновещивает шлифовальную головку и обеспечивает необходимое усилие для отвода шлифовального круга вверх, т. е. при отключении Эм1 и Эм2 шлифовальная головка всегда поднимается вверх. Настраивается давление уравновещивания напорным золотником PI .
Усилие прижима (давление) регулируется напорным золотником Рг. Для подвода круга к заготовке необходимо включить Эм1 распределителя 11. При этом давление поступает в поршневую полость гидроцилиндра 2 и происходят опускание и прижим шлифовального круга к изделию с заданным усилием.
При движении по изделию шлифовальный круг копирует его поверхность.
При этом шлифовальная головка 7 со шлифовальным кругом 1 совершает качательное движение в плоскости шлифовального круга 1.
По концам изделия выставлены упоры 8. В конце каждого хода кулак двустороннего действия 6 наезжает на упор 8, поворачивается и удерживается в этом положении. При этом распределитель 5 отсекает штоковую полость цилиндра 2, объем масла запирается - опускание головки невозможно. Если при нажатом распределителе 5 отключить Эм (поршневая полость
5 соединяется со сливом), то шлифовальная головка поднимается, так как произойдет подпитка щтоковой полости через обратный клапан 3. При реверсе шлифовальной головки 7 /пор 8 поворачивает кулак двустороннего дей0 ствия 6 в исходное положение,соединяя посредством гидрораспределителя 5 щтоковую полость
гидроюттиндра прижима 2 с подводом питания. При этом щлифовальный круг 1 прижимается к заготовке 10, копируя неровности заготовки в
5 процессе зачистки проката. То же самое происходит при прдходе шлифовального круга 1 к другому концу заготовки 10. Винтовые механизмы 9 дистанционно настраиваются на длину заготовки.
0 При использовании предлагаемого способа и устройства управления шлифовальным кругом увеличивается производительность за счет сокращения вспомогательного времени и предотвращения поломки круга.
Формула изобретения
1.Способ упругого шлифования подвижной 0 шлифовальной бабкой, о тл и чаю щи и ся тем,
что, с целью повышения производительности за счет сокращения вспомогательного времени, затрачиваемого на осуществление включений, предусмотренных при сходе шлифовального круга
5 с изделия и отвода его, а также повышения безопасности работы за счет предотвращения разрыва круга, щлифовальный круг при подходе к концам шлифуемой заготовки удерживают от перемещения в сторону изделия, сохранив воз0 можность перемещения от изделия.
2.Устройство для осуществления способа по п. 1, включающее гидроцилиндр прижима шлифовального круга, аппаратуру управления и регулирования усилием прижима шлифовального
5 круга, отличающееся тем, что, с целью повышения производительности за счет сокращения вспомогательного времени, затрачиваемого на осуществление включений, предусмотренных при сходе щлифовального круга с изделия и
Q отвода его, а также безопасности работы за счет предотвращения разрыва круга, оно снабжено гидрораспределителем, отсекающим сливную полость падроцилиндра прижима шлифовального круга и управляемым кулаком двустороннего
действия, взаимодействующим с упорами.
Источникн информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 436731. кл. В 24 В 55/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления шлифовальным кругом | 1973 |
|
SU436731A1 |
| ДВУСТОРОННИЙ ПЛОСКОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1971 |
|
SU295655A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 1972 |
|
SU334040A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Устройство управления шлифовальным кругом | 1975 |
|
SU556937A2 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| УСТРОЙСТВО для ОБРАБОТКИ КРОМОК ПЛАСТИН | 1973 |
|
SU397317A1 |
| Полуавтомат для заточки резцов по задней грани | 1969 |
|
SU297251A1 |
| Манипулятор к бесцентрово-шлифовальному станку | 1989 |
|
SU1824298A1 |