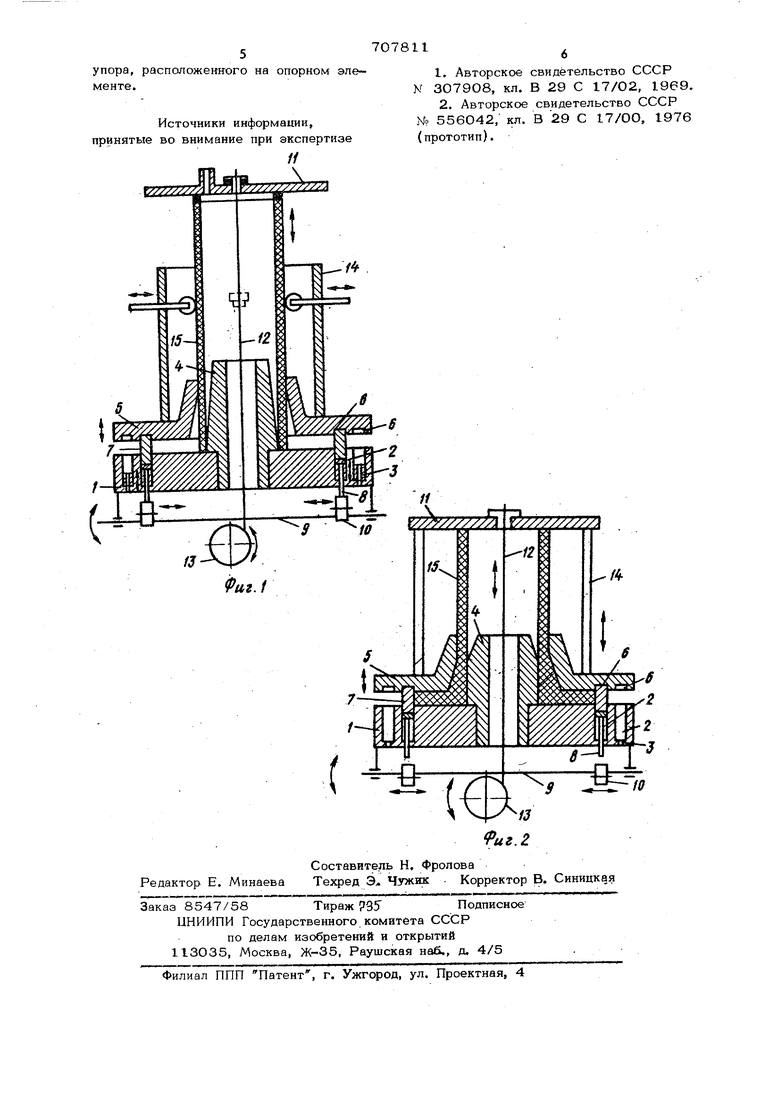
Изобретение относится к устройству для формования полимерных материалов, в частности отбортовок на концах труб, и может быть использовано при монтаже технологических трубопроводов, широко распространенных в химической, металлур гической и других отраслях народного хозяйства. Известно устройство для изготовления отбортовок труб, состоящее из фланца, охватывающего заготовку трубы полого вращающегося дорна с шарнирно закрепле ными в нем пластинами, выполненными в виде кулачковых давильников, поворачиваемых в рабочее положение поступательн перемещаемой тягой, установленной соосно с дорном LIJ. Однако это устройство не обеспечивае получение утолщенных отбортовок на трубах. Известно 5тляющееся наиболее близким устройство для изготовления утолщений на концах термопластичных труб, содержащее неподвижную плиту, размеЩ-енные на ней матрицу и неподвижный дорн, подвижный в осевом направлении опорнь1й элемент, охватывающий с зазором дорн, и силовой механизм перемещения трубы 23. Это устройство не обеспечивает изготовление утолщений на концах труб раз личного диаметра и кроме того, имеет большие габариты. Целью изобретения является расширение диапазона применения устройства за счет обеспечения изготовления утолщений на трубах различного -диаметра и уменьшение габаритов устройства. Достигается это тем5 что в неподвижной плите и опорном элементе выполнены концентричные кольцевые канавки, причем канавки непо- движной плиты - со сквозными отверстиями, а матрица выполнена в виде съемного кольца, размещенного в кольцевых канавках, и снабжена установленными в от- версти5гх канавок неподвижной плиты толкателями, связанными с механизмом их перемещения. Дорн выполнен полым, а силовой механизм перемещения трубы выполнен в виде подвижной плиты с тягой, размещенной внутри дорна и связанной с приводом ее осевого перемещения, установленным под неподвижной плитой, и упо ра, расположенного на опорном элементе. На фиг. I изображено устройство в разрезе в начальный номер формования; на фиг. 2 - то же в конечный момент формования. Устройство содержит неподвижную плиту I с концентричными канавками 2, имеющими сквозные отверстия 3, установленный в плите 1 неподвижный полый ,, дорн 4 и размещенный на нем с зазором опорный элемент 5 с кольцевыми концентричными канавками 6, матрицу 7, вы полненную в виде съемного кольца, установленную в канавках 2 и 6 толкатели 8 размещенные в отверстиях 3 и связанные с механизмом их перемещения, выполненным в виде установленных на поворотном валу 9 кулачков 10. Устройство снабжено силовым механизмом перемещения трубы, выполненным в виде подвижной плиты 11 с тягой 12, соединенной с приводом 13 ее осевого перемещения, и упора 14. Работает устройство следующим обра зрм. В кольцевую канавку 2 в неподвйжнбй плите 1 устанавливают матрицу 7. Затем на плите 1 устанавливают полый дорн 4. Толкатели 8, предварительно расположенные в отверстиях 3 хольцевой канавки 2, с помощью кулачкового 10 механизма перемещения толкателей перевоI дят в крайнее верхнее положенйеЖ1есте с матрицей 7. На матрицу 7 с помощью кольцевой канавки 6, устанавливают опорный элемент 5. В кольцево :: зазор между дер ном 4 и опорным элементом 5 опускают заготовку трубы 15 из полимерного материала таким образом, она опиралась на плиту 1. На выступающий конец заготовки 15 помещают плиту 11. Конец заготовки трубы 15, размещенный.в объе . ме пр ессформы, ограниченном дорном 4, опорным элементом, 5, матрицей 7 и неподвижной плитой 1 нагревают до вязкотекучего состояния. Полимерный материал доведенный до вязко-текучего состояния, под действием усилия, создаваемого подвижной плитой 11, перемещаемой тягой 12, заполняет полость прессформы. Плита 11, перемещаясь вместе с заготовкой трубы 15, в момент заполнения полости прессформы опирается на упор 14. С помощью этого упора усилие прессования передается на подвижный опорный элемен 5 И на полимерный материал, из которого формуется отбортовка. В момент касания плиты II упора 14 кулачки Ю поворачиваются, освобождая толкатели 8. Опорный элемент 5 и матрица 7 опускаются. Происходит формование . После изготовления бурта снимают плиту 11, опорный элемент 5 с упором 14 и извлекают заготовку 15с отформованным буртом. Для отбортовки труб различного диаметра в канавках 2, выполненных в неподвижной плите I, размещают съемные кольца матриц 7. Толкатели 8 переставляют в отверстия другой кольцевой канавки 2 и перемещают лод них вдоль вала 9 кулачки 1О. В канавке меньшего диаметра оставляют матрицу 7 на уровне поверхности плиты 1. Предлагаемая установка позволит получать бурты различного диаметра и толщины. Формула изобретения 1.Устройство для Изготовления утолщений на концах термопластичных труб, содержащее неподвижную плиту, размещенную на ней матрицу и неподвижный дорн, подвижный в осевом направлении опорный элемент, охватывающий с зазором дорн, и силовой механизм перемещения трубы, отличающееся тем, что, с целью расщирения диапазона применения за счет обеспечения изготовления утолщений на трубах различного диаметра, в неподвижной плите и опорном элементе выполнены концентричные кольцевые канавки, причем канавки неподвижной плиты - со сквозными -отверстиями, а матрица выполнена в виде съемного кольца, размещенного в кольцевых канавках, и снабжена установленными в отверстиях канавок неподвижной плиты толкателями, связанными с механизмом их перемещения. 2.Устройство по п. I, отлича ющ е е с я тем, что с целью уменьшения его габаритов, дорн выполнен полым, а силовой механ изм перемещения трубы выполнен в виде подвижной плиты с тягой, размещенной внутри дорна и связанной с приводом ее осевого перемещения, установленным под неподвижной плитой, и

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления утол-щЕНий HA КОНцАХ ТЕРМОплАСТичНыХ ТРуб | 1978 |
|
SU802046A2 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1976 |
|
SU556042A1 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1987 |
|
SU1645171A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| Устройство для формования кольцевых резиновых изделий | 1978 |
|
SU770829A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Устройство для утолщения концов труб | 1975 |
|
SU538798A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
