Известны станки для закручивания на звеньях увязочных комплектов петель с применением двух противоположно установленных, приводимых во вращательное движение шпннделей. Один шпиндель снабжают подпружиненным крюком- а другой-зажимом.
Предлагаемый станок отличается применением установленных между шпинделями зажимов, что дает возможность удерживать концы петель при их закручивании.
Для закручивания концов петель на заготовке, соединенной, с изготовленным звено1М, шпиндель, снабженный зажимом, выполнен пустотелым и в его отверстие пропускают присоединенное звено.
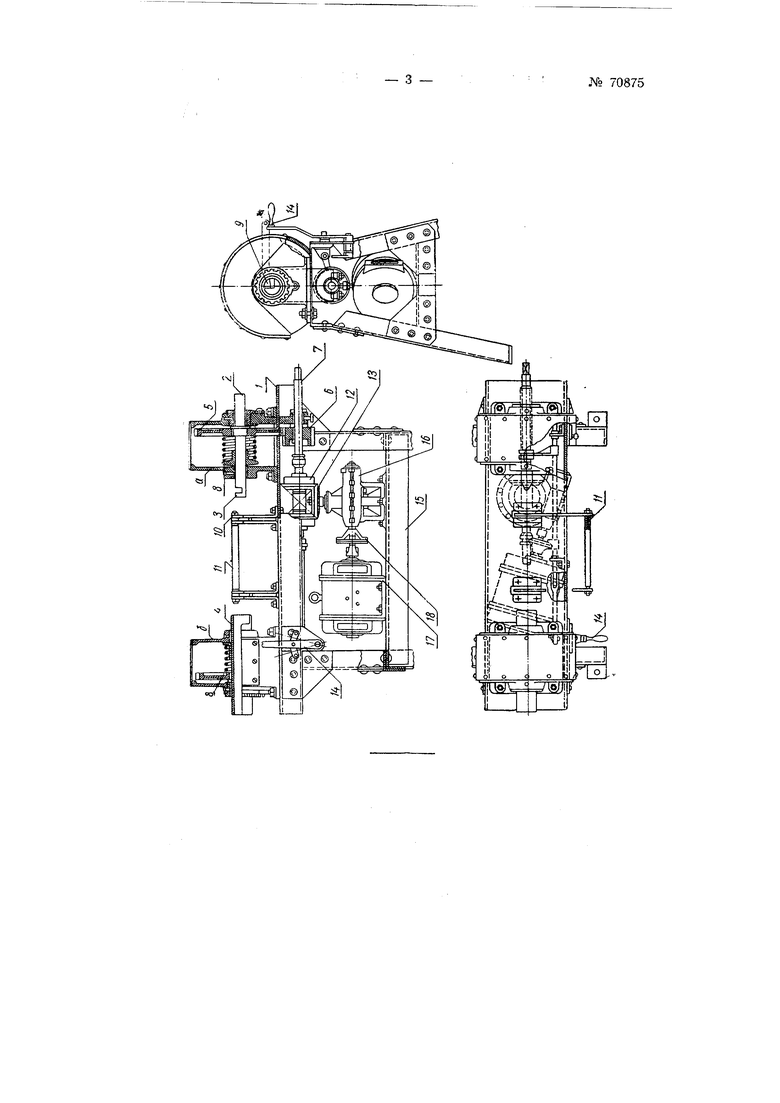
На чертеже схематически изображен предлагаемый станок в трех проекциях.
На станине / установлены две чугунные бабки: правая бабка а и левая бабка б. В правой бабке смонтирован сплошной шпиндель 2, снабженный подпружиненным крюком 5, а в левой бабке-пустотелый шпиндель 4.
На шпиндели надеты цилиндрические шестерни 5, находяпдиеся в постоянном зацеплении с шестернями 6, насаженными на реверсивный вал 7. В бабках установлены натяжные пружины 8, которые создают некоторое натяжение материала звена (благодаря чему происходит ровная укладка витков) и возвращают шпиндели в исходное положение после снятия скрученного звена со станка. Между бабками расположен зажим для захвата концов заготовки, состояш,ий из неподвижной подставки W и вращающегося на оси рычага //.
На валу 7 смонтирована фрикционная реверсивная муфта 12, конические шестерни которой «аходятся в постоянном зацеплении с шестерней 13 червячного редуктора.
Реверсивная муфта f2 сообщает шпинделям 2 я 4 правое или левое вращение. Включение и выключение реверсивной .муфты осуществляется рукояткой J4.
№ 70875
На швеллере 15 станины монтируются червячный редуктор 16 и электродвигатель 17, которые соединены между собой мягким карданом 18.
Когда станок действует, электродвигатель и редуктор работают.
Полуфабрикат, выходящий с заготовочного станка, одним концом петли надевается на крюк 3 шпинделя 2, а второй конец его пропускается внутрь пустотелого шпинделя 4 и закрепляется. Оба конца заготовки, прилегающие к стержню, одновременно зажимаются в зажиме 9. Затем поворачивают рукоятку 14, и шпиндели 2 и 4 начинают одновременно вращаться.
По окончании закручивания примыкающий к стержню конещ заготовки выскальзывает из зажима, и стержень звена может свободно вращаться в прорези зажима, чем исключается излишнее перекручивание.
После окончания закручивания рукоятка 14 устанавливается в нейтральное положение, и готовое скрученное звено сбрасывается с крюка. Из второго конца освобожденного звена вынимается палец, и звено проталкивают внутрь пустотелого шпинделя 4, оставляя снаружи конец, находящийся на крюке.
Затем берут вторую заготовку и одним концом крюка зацепляют за торчащее из шпинделя кольцо уже скрученного звена. Заготовка с одним скрученным звеном проталкивается в пустотелый щпиндель и закрепляется пальцем. Второй конец заготовки надевается на крюк сплошного шпинделя 2, а средняя часть ее зажимается зажимом, как было указано выше. Весь цикл операций повторяется до получения комплекта необходимой длины.
Для перевода станка на изготовление увязочных комплектов звеньев другой длины следует переставить левую бабку б станка и зажать ее на станине. Одновременно переставляется также к малая цилиндрическая шестерня, расположенная на валу 7.
Предмет изобретения
1.Станок для закручивания на звеньях увязочных комплектов концов петель с применением двух противоположно установленных и приводимых во вращательное движение шпинделей, из которых один снабжен подпружиненным крюком, а второй-зажимом, отличающийся тем, что, с целью удержания концов петель при закручивании, применены установленные между шпинделями зажимы.
2.Форма выпол-нения станка по п. I, отличающаяся тем, что, с целью возможности закручивания конца петель на заготовке, соединенный с изготовленным звеном и снабженный зажимом щпиндель выполнен пустотелым для пропуска в его отверстие присоединенного звена.
3.Форма выполнения станка по пп. 1 и 2, отличающаяся тем, что, с целью возможности закручивания концов петель одновременно с двух сторон заготовки, снабженный зажимом шпиндель выполнен подпружиненным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-расточной станок | 1980 |
|
SU956172A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Станок для изготовления деревянных фасонных изделий | 1982 |
|
SU1113247A1 |
| Станок для вытяжки головок шляп из капроновых, хлопчатобумажных и других заготовок | 1959 |
|
SU128146A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Станок для расточки отверстий | 1937 |
|
SU55075A1 |