I
Изобретение относится к области обработки металлов давлением, а именно к штампам для безоблойной штамповки деталей.
Известен штамп для безо5лой юй штампов ки, содержащий, верхнюю плиту с пуансоном, подвижную промежуточную плиту с верхней полуматрицей и нижнюю плиту с нижней полуматрицей, а также верхний выталкиватель с приводом 1 .
Недостаток известного устройства состоит в невысокой надежности работы.
Целью изобретения является повышение надежности работы устройства.
Поставленная цель достигается тем, что в предлагаемом штампе привод верхнего выталкивателя выполнен в виде шарнирного двухзвенника, одно звено которого шарнирно закреплено на нижней плите, другое - на верхней и снабжено копиром, контактирующим с промежуточной плитой.
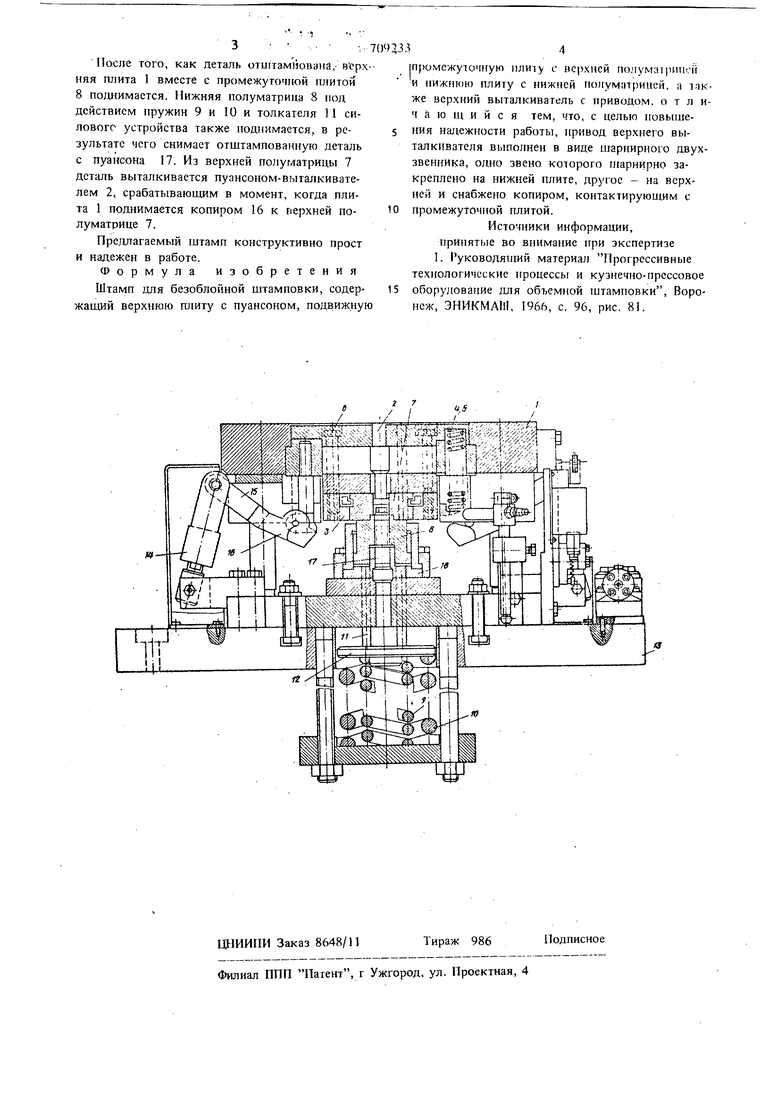
На чертеже изображен предлагаемый штамп разрез.
||1там11 содержит верхнюю плиту I с пуансоном - выгалкивагелем 2, подвижную промежуточную плиту 3, соединенную с верхней плитой 1 при помощи пружины 4 и 5, болтов 6. Промежуточная плита 3 снабжена верхней полуматрицей 7. Нижняя полуматрица 8 соединена с силовы.м устройством, состоящим из пружин 9 и 10, толкателя 11 и фланца 12, смонтированным на шжней плите 13.
ВерхЕШЙ пуансон-выталкиватель 2 закреплен в верхней плите 1 и приводится в действие приводом, выполненным в виде шарнирного двухзвенника. Звено 14 закреплено niapнирно на нижней плите 13, а звено 15 шарнирно закреплено на плите 1 и снабжено копиром 16, контактирующим с промежуточной плитой 3. Пуансон 17 смонтирован с пуансонодержателем 18.
Нагретую заготовку помещают в нижнюю полуматрицу 8. При рабочем ходе пресса верхняя плита 1 штампа вместе с промежуточной плитой 3 и пуансоном-выталкивателем 2 опускаются до полного смыкания Bepxireii 7 и нижней 8 полуматриц. В этот момент происходит .формовка деталей в полуматрицах 7 и 8 пуjaHCOHOM-выталкивателем 2 и пуансоном 17. 3 .. После того, как деталь отиГгамйоваиа,-всрх няя плита 1 вместе с промежуточной тгитой 8 поднимается. Нижняя полуматрица 8 под действием пружин 9 и 10 и толкателя 11 силовогс устройства также поднимается, в результате чего снимает отштампованную деталь с пуансона 17. Из верхней полуматриды 7 деталь выталкивается пуансопом-выталкивателем 2, срабатывающим в момент, когда плита 1 поднимается копиром 16 к перхней полуматрице 7. Предлагаемый штамп конструктивно прост и надежен в работе. Формула изобретения Штамп для безоблойной штамповки, содержащий верхнюю шшту с пуансоном, подвижную |П)омежу1оч1гую плиту с верхней гю.чумшрипой и нижнюю плиту с нижней полумптриией, а также верхний выталкиватель с приводом, о т л ичающийся тем, что, с целью повьЕшения надежгюсти работы, привод aepxFiero выталкивателя выполнен в виде шарнирного двухзвенпика, одно звено которого пшрнирно закреплено на нижней плите, другое - на верхней и снабжено копиром, контактирующим с промежуточной плитой. Источники информации, принятые во внимание при экспертизе 1. Руководящий материал Прогрессивные технологические ггроцессы и кузнечно-прессовое оборудование для объемной штамповки, Воронеж, ЭНИКМАШ, 196.6, с. 96, рис. 81.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1479200A1 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1050802A1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
