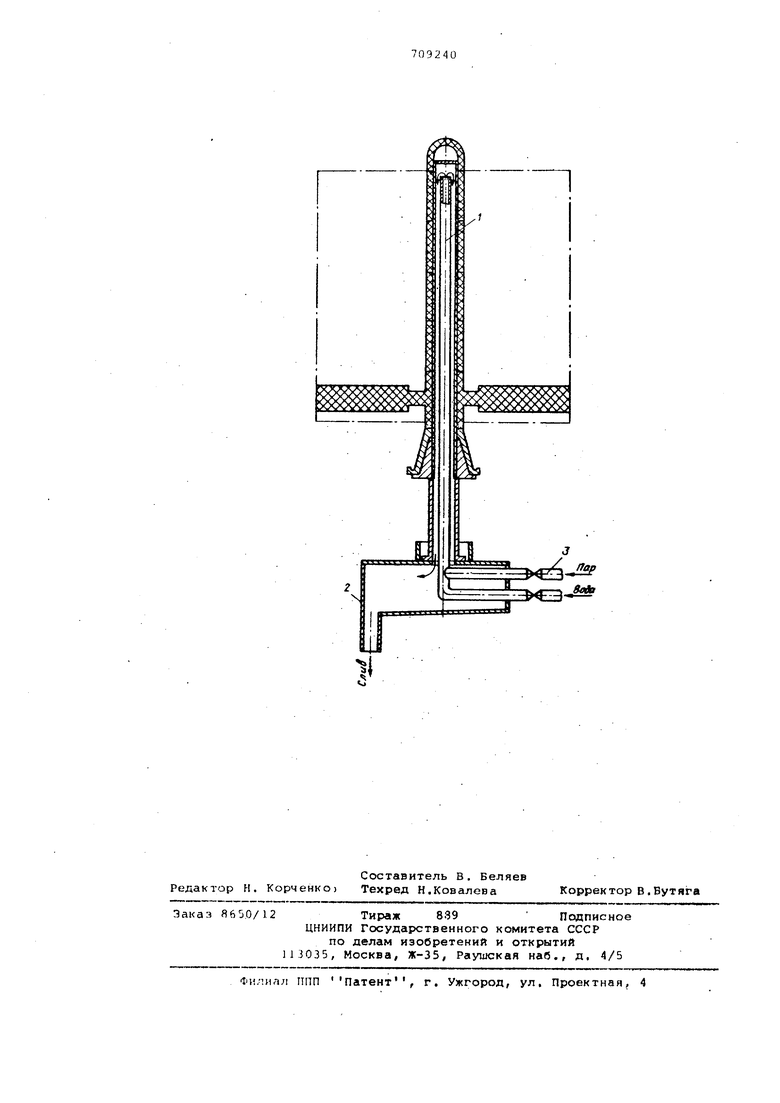
Изобретение относится к литейному производству, а именно, к производству литья по выплавляемым моделям. Известен способ сборки модельного блока путем набора на пус.тотелый. сто як модельных звеньев с центральным отверстием с последующим наружным опаиванием дли предотвращения взаимного проворачивания при транспортировке по стыковочным поверхностям 1 Недостаток такого способа - высокая трудоемкость. Наиболее: близким к описываемому изобретению по технической сущности и достигаемс у эффекту является способ сборки выплавляемых моделей в блок механическим скреплением. Этот способ широко распространен в крупносерийном и массовом производстве отливок методом литья по выплавляемым моделям 2. Однако указанный способ предусматрибает при -1енение стояка сложной конструкции и не предотвращает образование трещин на керамическом покрытии от небольших взаимных перемещений модельных звеньев при вращении блока, а также от осевого их перемещения при нанесении керамического покрытия под действием термичес ких факторов и значительного усилия сжимающей пружины. Целью изобретения является сокращение потерь форм и упрощение конструкции стояка. Цель достигается тем, что нагревают полый металличесжий стояк до температуры .на выше температуры плавления модельного состава, выдерживают при этой TQvinepaType в течение 5-10 с, охлаждают до 8-20 С и выдерживают при этой температуре 1530 с.. При нагревании стояка и выдержке при заданной температуре происходит расплавление слоя модельного состава, прилегающего к поверхности стояка, а при охлаждении стояка - затвердевание и неразъемное скрепление модельного состава с поверхностью стояка. Нагрев, стояка ниже указанного предела приводит к снижению производительности и нестабильности процесса скрепления. Нагрев стояка выше указанного предела приводит также к нестабильности процесса скрепления изза высокой скорости расплавления молельного состава и образования больших зазоров между металлическим стояком и модельным блоком. Благодаря не большому времени нагрева стояка и низкой теплопроводности модельного состава не происходит размягчения и потери прочности наружных слоев модельного состава. Сущность способа заключается в следующем. Набирают модельные звенья, изготавливаемые из состава Р-3 МРТУ 6-03-257-69, температура плавления которого 80°С. Пример 1. Режим скрепления следующий: температура нагрева стояка время выдержки при этой тем пературе 10 с; температура охлаждающей вЬды 14°С; время выдержки при температуре стояка 18 с. По ука занному режиму было собрано 50 блоков . Пример 2. Режим скрепления следующий: температура нагрева стояка время выдержки при этой температуре 5с; температура охлаждающей -воды 14С; время вьщержки при температуре стояка 30 с. По ука заннсжлу режиму было собрано 50 блоков,. Поломок форм из-за прокручивания модельных звеньев, собранных по пред лагаемому способу, не было. По способу же сборки с механическим скреплением модельных звеньев .на стояке поломка форм из-за прокручивания мЪ.дельных звеньев относительно друга составляет 5 форм из 10D. Использование описывнемогоепосо ба сборки выплавляемых моделей в бл предотвращает прокручивание модельны звеньев относительно друг друга в, процессе изготовления форм, ликвиДи руя тем поломку форм, а также .упрощает конструкцию стояка за счет ликвидации фиксирующего зажимного устройства. Для осуществления предлагаемого способа используют устройство, которое схематично показано на чертеже. Устройство содержит металлическую трубку 1, приемник 2 и систему 3 попеременной подачи пара и холодной воды. Собранный блок моделей устанавливарт в устройство, имеющее металлическую трубку и приемник. По металлической трубке в полость стояка подают сначала пар для нагрева стояка, а затем после необходимой выдержки пар отключают и подают холодную воду для охлаждения. Конденсат пара и охлаждающая вода из полости стояка по-, падают в приемник и далее - в канализацию. Формула изобретения Способсборки выплавляемых моделей в блок, включающий установку модельных звеньев на полый металлический стояк , фиксацию их на нем, о т л и ч а ю щ и и с я тем, что, с целью сокращения потерь форм и упрощения конструк1 ии стояка, нагревают полый металлический стояк до температуры на 10-30°С выше температуры плавления модёльного состава, выдерживают его при этой температуре.в течение 5-10 с, охлаждают до 8-20 С и выдерживают при этой температуре в течение 15-30 с. , Источники информации, принятые во внимание при экспертизе 1.Шуб И.Е. и др. Точное литье fio выплавляемьам моделям. Л., Машиног строение , 1968, с. 72-80. 2.Инженерная монография Литье по выплавляемым моделям . Под ред. Я.,И. Шкленника. М., 1971, с.180-183
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки выплавляемых моделей в блок | 1981 |
|
SU948529A1 |
| Устройство для сборки выплавляемых моделей в блок | 1985 |
|
SU1258590A1 |
| Способ сборки блока удаляемых литейных моделей | 2021 |
|
RU2773975C1 |
| Способ изготовления модельного блока | 1990 |
|
SU1748918A1 |
| Устройство для сборки модельных звеньев в блок | 1981 |
|
SU984632A1 |
| Стояк для литья по выплавляемым моделям | 1990 |
|
SU1748917A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |