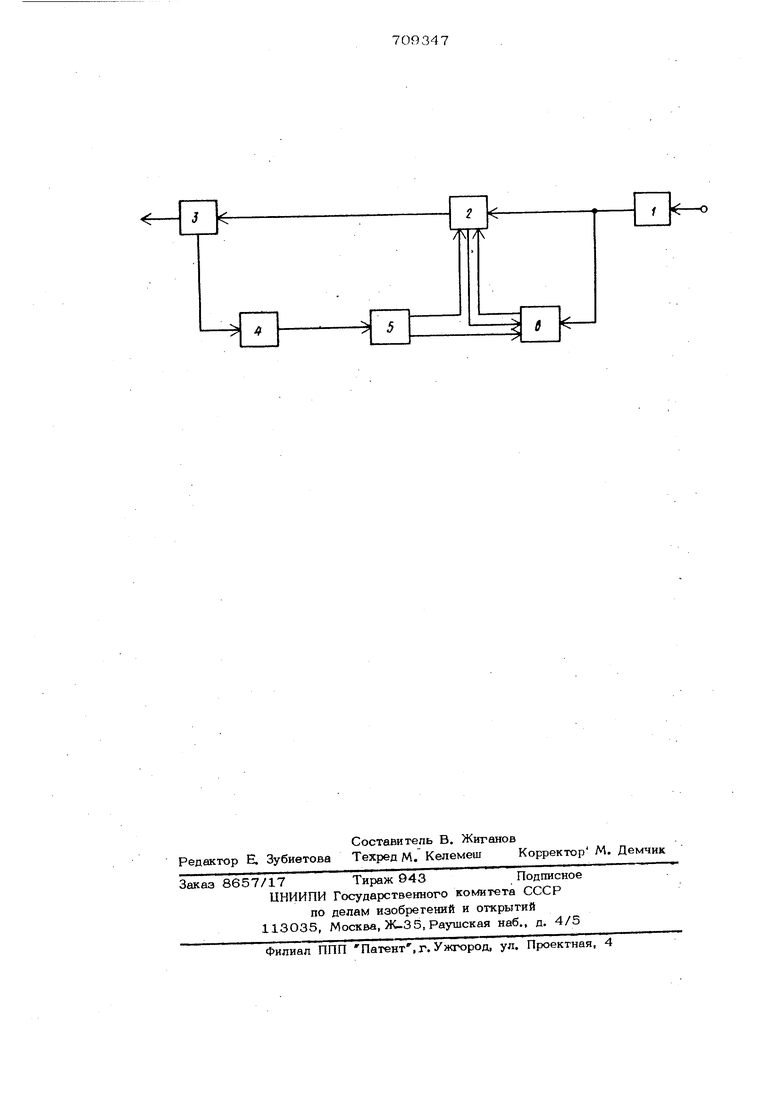
Изобретение предназначено для испопь зования в сганкостроитепьной промышленности, выпускающей станки, преимущественно, для шлифовальной обработки деталей в массовом и крупносерийном производстве. Известное устройство позволяет производить правку шлифовального круга с учетом неравномерности его износа в процессе эксплуатации. Это устройство содержит прибор для правки режущей кромки шлифовального круга и устройство для контроля работы правильного прибора. При бор активного контроля состоит из блоков периодически включающих правильньтй прибор при постепенно увеличивающейся частоте в соответствии с уменьшением рабочего диаметра шлифовального крута. Прибор активного контроля состоит из счетного устройства, предназначенного для рабочей связи с правильным прибором и регулируемым на отсчет необходимого количества импульсов, представляющее собой первоначальное количество изделий. которые нужно прошлифовать режущей кро кромкой круга в начале операции шлифования, когда рабочий диаметр шлифовального круга максимальный, и включения прибора для правки круга, когда получено заданное количество импульсов; сигнальных устройств, соединеннь)Х со счетным устройством, для подачи ИМпульса каждый раз, когда изделие прошлифовано 1 . Недостатком известного устройства является то,- что оно не позволяет увеличивать интенсивность правки.по мере уменьшения рабочего диаметра шлифовального круга при шлифовании деталей с большими пропусками на обработку, когда в процессе обработки одной детали износ круга настолько велик, что требуется его мгюгократная правка. Целью изобретения является упрощение устройства и расширение области использова1шя адаптивной правки шлифовального круга путем деления его рабочей части на.несколько зон с заранее aannntrbiMH режимами правки в каждой зоне круга и 370 сокращение, тем самым, расхода абразивов и алмазного правящего инструмента. Поставленная цель достигается тем, что известное устройство., обеспечивающее автоматическое увеличение интенсивности правки шлифовального) круга по мере его износа в процессе эксплуатации в направлении от дериферии к центру, снабжено двумя последовательно включенными электрическими реле, вход первого из которых подключен к выходу ре. ле правки, а выход второго - к счетному блоку, и пульс-парой, выходами подклю ченной к репе правки и счетному блоку, а входами к выходам- сигнального блока, второго реле счета импульсов и счетного блока, На чертеже 1 изображена функциональ йая схема устройства для управления правкой шлифовального круга. Устройство для управления правкой шпифовальрого круга содержит: сигнальный блок 1, представляющий собой стандартное реле типа РПУ-1, которое вклю чается по циклу работы станка, пульспару 2 с выходом команды на реле правки 3, представляющее собой стандартное реле РПУ-1, реле 4, которое определяет количество правок на зону и представляе собой стандартное реле счета импульсов РСИ-2; реле 5, определяющее зону рабочей части шлифовального круга в направлении от рабочей периферии к центру, представляет собой стандартное реле сче та импульсов РСИ-1. В цепи шагового искателя реле 5 включаются малогабарит :ные реле (на чертеже не Показаны), кон такты которых определяют настройку счё ного блока (реле) 6. Счетный блок 6, от считывающий количество обрабатываемых деталей между двумя смежными правками или количество импульсов правки за врем обработки одной детали, представляет собо стандартное реле счета импульсов РСИ-1, импульсы счета которого определяются или контактами реле пульс-пары 2 при количестве импульсов правки больше одного за время обработки одной детали, или контактами сигнального блока 1 при отсчете количества деталей, обрабатываемых между двумя смежными правками. Устройство работает следующим образом. Сигнальный .блок 1 подает команду на ульс-пару 2 и блок 6. 6, отсчиав заданное количество команд (колиество обработанных деталей), соответстующее первой зоне шлифовального круга, азрешает пульс-паре 2 подключить реле равки 3, которое, в свою очередь, подлючает правильный прибор (на чертеже е показан) и подает импульс на реле 4 чета импульсов правки зоны. Реле 4, тсчитав должное количество импульсов равки на зону, дает импульс реле 5, опеделяющему зону круга. Получив импульс, еле 5 переключает блок 6 на работу в режиме следующей зоны круга, т.е. задат блоку 6 новую, последующую настройку и т.д. Если реле 5 переходит в зону круга нескольких импульсов правки за время обработки одной детали, то оно включает в работу пульс-пару 2, и при подаче .команды сигнальным устройством 1 работает пульс-пара 2, которая подает команду на реле правки 3 и импульсы на блок 6, которое в данном случае отсчитывает количество импульсов правки при обработке одной детали. Переход в любую зону круга при необходимости можно осуществить вручную при помощи кнопки. Формула изобретения Устройство для управленияправкой шлифовального круга, содержащее счетный блок, связанный с прибором правки через электрическое реле правки и сигнальный блок, подающий импульс после окончания шлифования детали, отличающееся тем, что, с целью упрощения конструкции и расширения области использования, устройство снабжено двумя последовательно включенными электрическими репе счета импульсов, вход первого из которых подключен к выходу реле правки, а выход второго - к счетному блоку, и пульс-пйрой, выходами подключенной к реле правки и счетному блоку, а входами - к выходам сигнального блока, второго реле счета импульсов и счетного блока. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1348458, кл. В ЗБ , опублик. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом шлифования | 1979 |
|
SU770765A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| УСТРОЙСТВО ДЛЯ AKTHBHOiO КОНТРОЛЯ РАЗМЕРОВ | 1972 |
|
SU423616A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| Способ шлифования | 1985 |
|
SU1311913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |