.(54) СПОСОБ ИЗГОТОВЛЕНИЯ МИНЕРАЛОВАТНЫХ
1
Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления теплозвукоизоляционных изделий из минеральной или. стеклянной ваты на синтетическом связующем.
Известен способ изготовления плит с преимущественно вертикальным расположением волокон, заключающийся в получениинепрерывного минераловатного ковра с расвором связующего, его тепловой обработке, разрезке на плиты и формовании из них стопы, поперечной разрезке стопы на плиты с вертикальным расположением волокон, наклейке покровных слоев, тепловой обработке изделий и их упаковке 1-
Недостатком способа является цикличность процесса формования сторы. из плит и поеледующих за этим операций, а также необходимость наклейки покровных слоев для повышения прочности плит на поперечный изгиб.
Наиболее близким по технической сущности к предлагаемому является способ изготовления минераловатных или стекловатных изделий на синтетическом связующем, включающий полу-, чение минераловатного или стекловатного ковра со связующим, уплотнение ИЛИ.СТЕКЛОВАТНЫХ ИЗДЕЛИЙ
его, тепловую обработку, продольную вертикальную резку ковра на полосы, поворот последних на 90 вокруг продольных осей и резку ковра на пли- . ты 2.
Недостаток известного способа низкая прочность изделий на изгиб, а также необходимость склейки полос.
Цель изобретения - повышение проч10ности изделий на изгиб.
Поставленная цель достигается тем, что в способе изготовления минераловатнух или стекловатных изделий на синтетическом связующем, включающем
15 получение минераловатного или стекловатного ковра со связующим, уплотнение его, тепловую обработку, продольную вертикальную резку ковра на полосы, поворот последних на 90 вокруг
20 их продольных осей и .резку ковра на плиты, перед тепловой обработкой ковер режут на три горизонтальных слоя, после чего средний слой ковра подвергают продольной вертикальной
25 резке на полосы с поворотом последних на 90 вокруг их продольных осей с последующим уплотнением полученного трехслойного ковра. ,
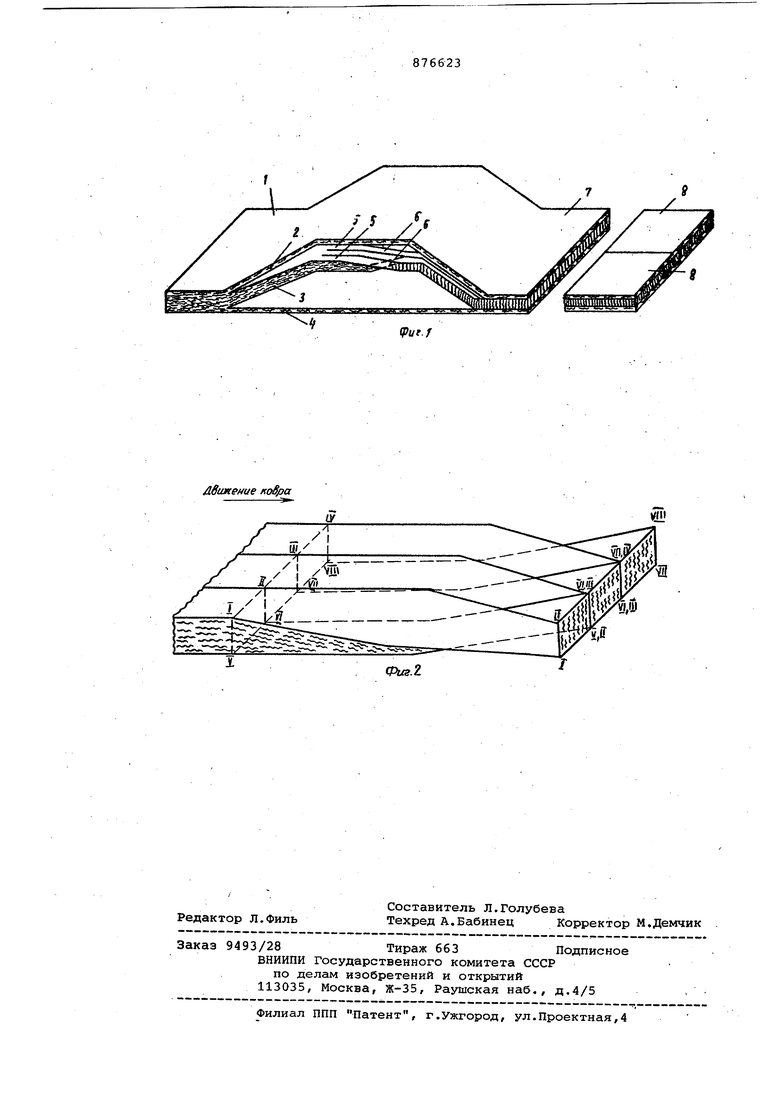
На фиг.1 изображена схема резки 30 минераловатного или стекловатного
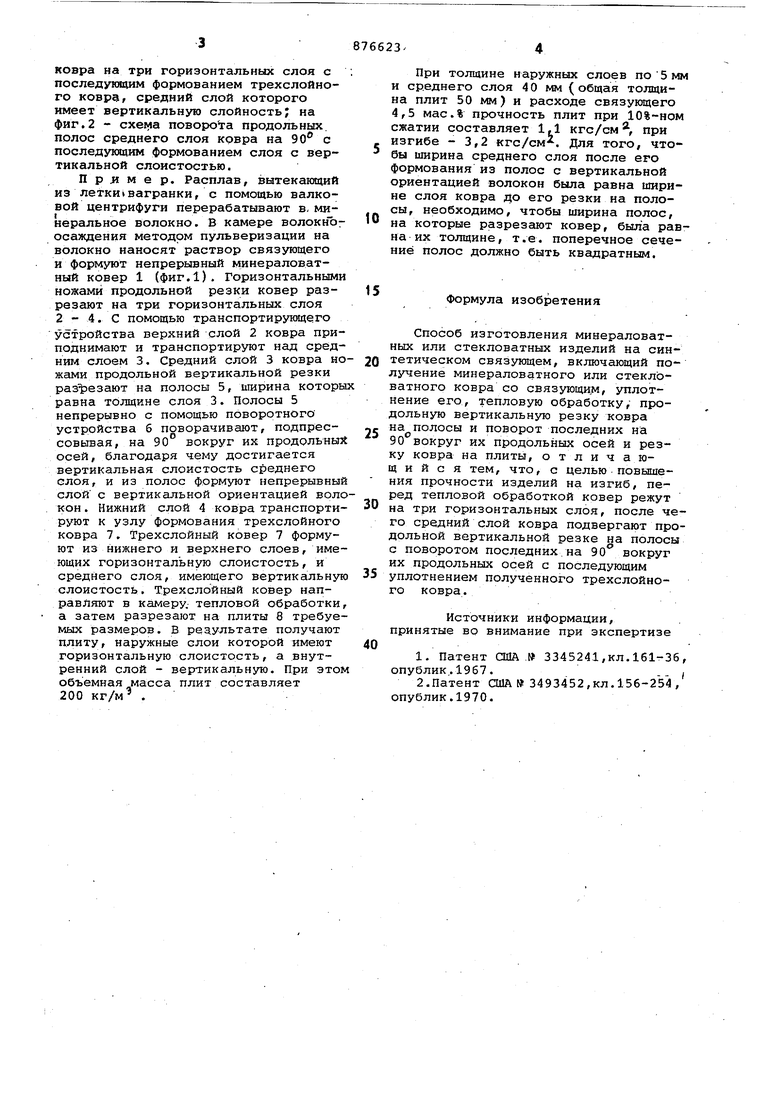
ковра на три горизонтальных слоя с последующим формованием трехслойного коврЭг средний слой которого имеет вертикальную слойность; на фиг.2 - cxeiyia поворота продольных, полос среднего слоя ковра на 90 с последукицим формованием слоя с вертикальной слоистостью.
П р л м е р. Расплав, вытекаклций из летки вагранки, с помощью валковой центрифуги перерабатывают в, минеральное волокно. В камере волокнЪосаждения методом пульверизации на волокно наносят раствор связующего и формуют непрерывный минераловатный ковер 1 (фиг.1). Горизонтальными ножами продольной резки ковер разрезают на три горизонтальных слоя 2 - 4. С помощью транспортирующего устройства верхний слой 2 ковра приподнимают и транспортируют над средним слоем 3. Средний слой 3 ковра ножами продольной вертикальной резки разрезают на полосы 5, ишрина которы равна толщине слоя 3. Полосы 5 непрерывно с помощью поворотного устройства б поворачивают, подпрессовывая, на 90 вокруг их продольны осей, благодаря чему достигается вертикальная слоистость среднего слоя, и из полос формуют непрерывный слой с вертикальной ориентацией волокон . Нижний слой 4 ковра транспортируют к узлу формования трехслойного ковра 7. Трехслойный ковер 7 формуют из нижнего и верхнего слоев, имеющих горизонтальную слоистость, и среднего слоя, имеющего вертикальную слоистость. Трехслойный ковер направляют в камеру, тепловой обработки, а затем разрезают на плиты 8 требуемых размеров. В рез ультате получают плиту, наружные слои которой имеют горизонтальную слоистость, а внутренний слой - вертикальную. При этом объемная масса плит составляет 200 кг/м .
При толщине наружных слоев по 5 мм и среднего слоя 40 мм (общая толщина плит 50 мм) и расходе связующего 4,5 мас.% прочность плит при 10%-ном сжатии составляет 1,1 кгс/см , при изгибе - 3,2 кгс/см. Для того, чтобы ширина среднего слоя после его формования из полос с вертикальной ориентацией волокон была равна ширине слоя ковра цо его резки на полосы, необходимо, чтобы ширина полос.
на которые разрезают ковер, была равна их толщине, т.е. поперечное сечение полос должно быть квадратным.
Формула изобретения
Способ изготовления минераловатных или стекловатных изделий на синтетическом связующем, включающий получение минераловатного или стекловатного ковра со связующим, уплотнение его, тепловую обработку, продольную вертикальную резку ковра
на полосы и поворот последних на 90вокруг их продольных осей и резку ковра на плиты, отличающийся тем, что, с целью повышения прочности изделий на изгиб, перед тепловой обработкой ковер режут
на три горизонтальных слоя, после чего средний слой ковра подвергают продольной вертикальной резке на полосы с поворотом последних.на 90° вокруг их продольных осей с последующим
уплотнением полученного трехслойного ковра.
Источники информации, принятые во внимание при экспертизе
1. Патент США ,№ 3345241,кл.161-36, опублик.1967.,
2.Патент США № 3493452,кл.156-254, опублик.1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| Способ изготовления волокнистых изделий из минеральной или стеклянной ваты | 1977 |
|
SU709604A1 |
| Устройство для формования минера-лОВАТНыХ или СТЕКлОВАТНыХ издЕлий | 1978 |
|
SU810653A1 |
| Поточная линия для изготовленияМиНЕРАлОВАТНыХ или СТЕКлОВАТНыХиздЕлий | 1977 |
|
SU815000A1 |
| Устройство для формования минераловатных или стекловатных изделий с преимущественно вертикальным направлением волокон | 1977 |
|
SU876570A1 |
| Устройство для формования минера-лОВАТНыХ или СТЕКлОВАТНыХ издЕлий | 1979 |
|
SU810654A1 |
| Способ изготовления изделий из минеральной или стеклянной ваты | 1980 |
|
SU973514A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Установка для изготовления из минераловатного ковра плит с вертикальной слоистостью | 1978 |
|
SU771074A1 |
| Устройство для формования минераловатных или стекловатных изделий | 1979 |
|
SU876626A1 |