(54) РАДИАЛЬНО-ШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления штамповочного инструмента | 1990 |
|
SU1803338A1 |
| Грейферное подающее устройство | 1987 |
|
SU1417976A1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Штамп-автомат для изготовления деталей с фланцами | 1987 |
|
SU1480952A1 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Пресс-автомат для двухсторонней штамповки в разъемных матрицах | 1971 |
|
SU538799A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
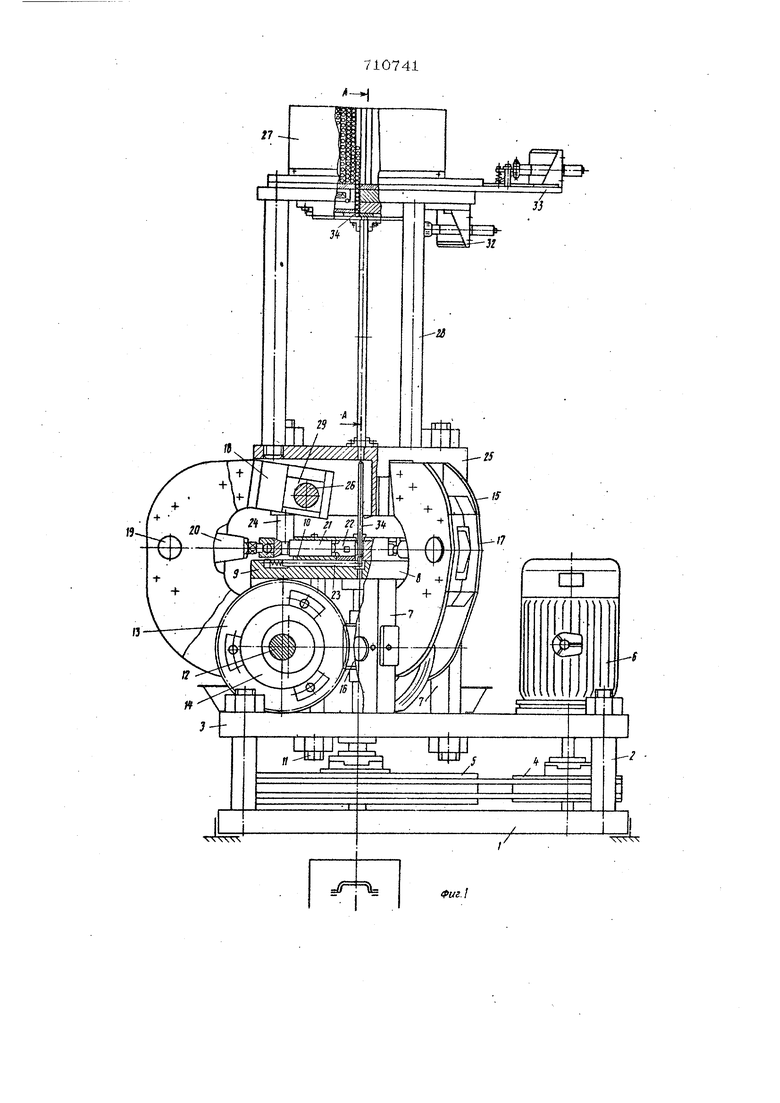
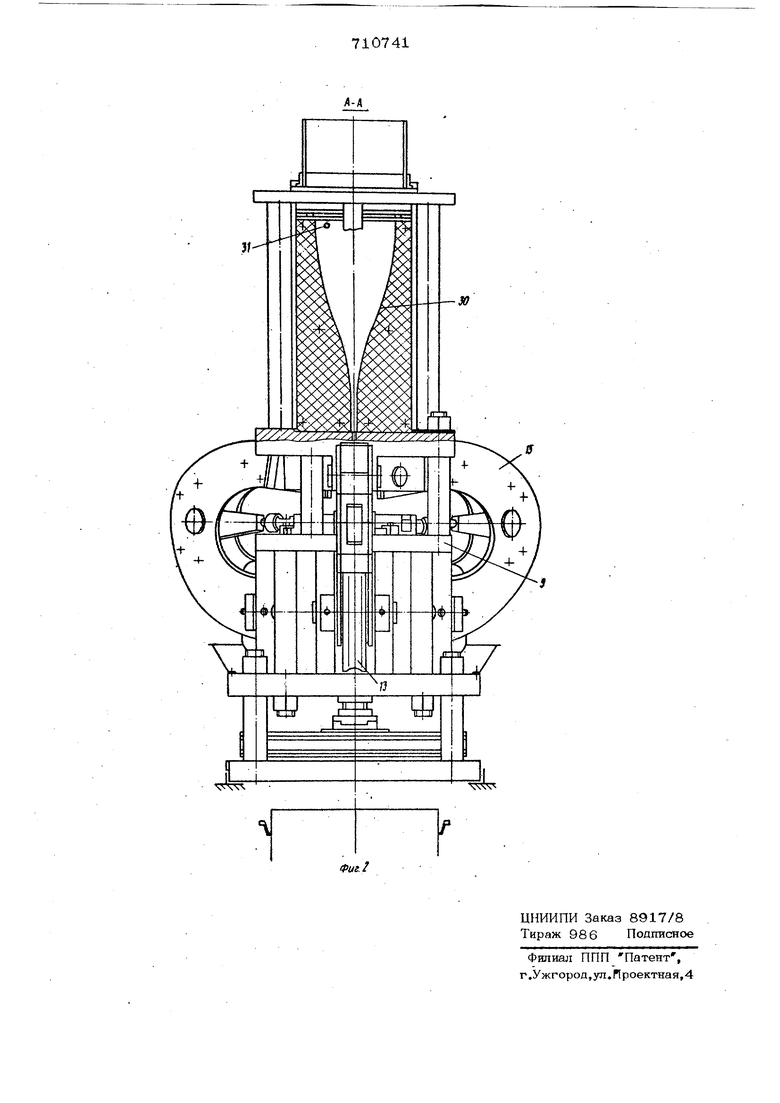
Изобретение относится к обработке ме таллов давлением, а именно к конструкциям прессового оборудования. Известен радиально-штамповочный пресс-автомат, содержащий станину и установленные в ней и кинематически связанные блок с приводным механизмом и магазин под заготовки с переориентирук)- щим устройством 11. Известное устройство не обеспечивает требуемую производительность и обладает повышенной металлоемкостью. Целью изобретения является повышение производительности и уменьшение металло емкости пресс-автомата. Это достигается тем, что приводной механизм ползунно-пуансонного блока выполнен в виде С-образных шатунов с двумя концевыми и промежуточной головками При этом одна концевая головка каждого из них эксцентрично связана с приводным валом посредством одночервячного многоколесного редуктора, другая снабжена нагправляющими с установленной в них ползушкой, эксцентрично связанной осью со станиной. Промежуточная головка шарнирно соединена, с ползунно-пуансонным блоком. На фиг. 1 представлен предлагаемый пресс-автомагг; на фиг. 2 - разрез А-А на фиг. 1. На станине, состоящей из основания 1, связанного шпильками 2 с платформой 3, смонтированы элементы 4 и 5 привода и двигатель 6. На стойках 7 установлен ползунно-пуансонный блок 8, состоящий из плиты 9 и направляющих для ползунов и пуансонов 10. Плита 9 стянута с платформой шпильками 11. Между стойками 7 на осях 12 размещены червячные колеса 13, ступицы 14 которых ш.шолнены с цилиндрическими посадочными поверхностями, смещенными по отношению к центру осей 12 центрами вращения. На ступицы 14 по скользящей посадке надеты одни из концевых головок шатунов 15. Колеса 13 находятся в .зацеплении с червяком 16, опоры которого размещены в плите 9 и платформе 3, Шатуны 15 имеют также промежуточные головки 17 и дополнительные концевые головки 18. Головки 17 с помощью пальцев 19 соединены с шатунами 20, которые соединены с ползунами 21, взаимодействующими с пуансонами 22. В плите 9 размещен подвижный упор 23 для удержания заготовки во время штамповки. В центре плиты в червяке 16 и в элементе 5 привода имеются сквозные отверстия для удаления отштампованных заготовок. На плите 9 на шпильках 24 установлена верхняя платформа 25 со стойками для осей 26 головок 18 и с магазином 27 для заготовок, установленньш посредством шпилек 28. В направляющих головках 18 размещены ползущка 29, взаимодействующая с осями 26. Между магазином 27 и платформой 25 размещена направлянащая 30 с профилированной поверхностью, снабженная штифтом 31-ДЛЯ ориентации подаваемых заготовок. Магазин 27 снабжен штифтом механизма поштучной выдачи с приводом от электромагнита 32 и кассетой под заготовки с приводом от электромагнита 33. При включении двигателя 6 через элементы 4 и 5 червяк 16 передает движение колесам 13. В результате приводятся в движение ползуны 21 и пуансоны 22. При этом прямой рабочий ход ползунов оказывается в 1,5 раза по времени длинг нее обратного хода благодаря соединению 1ХЭЛОВОК 18 шатунов 15 с осями 26 чере ползушки 29. Во время нахождения ползушек в крайних положениях упор 23 вы ходит на рабочую позицию, электромагнит 32 подает заготовку 34 в направляющую 30 .и заготовка подает вниз. При этом она ориентируется штифтом 31 и входит, в направляющие ползунно-пуансонного блока 8. Процесс подачи заготовки на рабочую позицию заканчивается к моменту прохождения ползушками половины своего полного хода. После отхода ползунов на величину рабочего хода упор 23 перемещает заготовку в тару. Цикл повторяется. Предложенное устройство при снижении металлоемкости обладает высокой производительностью работы. Формула изобретения Радиально-штамповочный пресс-автомат, содержащий станину и установленные в ней и кинематически связанные с приводным валом ползунно-пуансонный блок с приводным механизмом и магазин под заготовки, с переориентирующим устройством, отличающийся тем, что, с целью повышения производительности и уменьшения металлоемкости пресс-автомата, приводной механизм ползунно-пуансонного блока выполнен в виде С-образнь1х шатунов с двумя концевыми и промежуточной головками, при этом одна концевая головка каждого из них эксцентрично связана с приводным валом посредством одночервячного многоколесного редуктора, другая снабжена направлякщими с установленной в них ползушкой, эксцентрично связанной осью со станиной, а промежуточная головка шарнирно соединена со ползунно-пуансонным блоком. .Источники информации, принятые во внимание при экспертизе 1.Патент.Великобритании NJ 1103972, кл. ВЗН, 1966,
