Изобретение относится к литейному производству и может быть использовано для эмалирования чугунной промышленной арматуры. Из основного авт. св. 648337 известен литой корпус вентиля, выполненный в виде армирувдцей стальной вставки с раструбами и охватывающей ее снаружи основной чугунной части, имеющей сое динительные фланцы. Однако такое устройство не позволяет получать отливки с требуемыми механичес кими свойствами. Цель изобретения - повышение физикомеханических свойств отливок. Это достигается тем, что отношение толщин слоев армирующей стальной вставки и основной чугунной части составляет 1.(6-1б), Поверхность под эмалирование изготавливают из тонкого обезуглероженного хо рошо эмалирующегося материала, например ленты стальной холоднокатанной-из стали 08сп, методом глубокой вытяжки, штамйовки, вырезки и т.п. Полученную таким образом заготовку, это может быть внутренняя или наружная эмулируемая поверхность, обезжиривают, пескоструят или протравливают,затем высушивают. После этого устанавливают в сухую литейную форму и заливают жидким чугуном индукционной плавки при температуре заливки 152 0-15 40 С. При этом важно выдержать соотношение толщин слоев армирующей и армируемой поверхностей, т.к. несоблюдение этого может привести к сквозному науглероживанию за счет, Диффузии углерода и чугуна в сталь, что потребует обезуглероживающего отжига перед эмалированием. П р и М е . р. Проводят подготовку чугунных изделий под эмалирование грунтами и эмалями для стали без использования обезуглероживающего отжига. Пластинки из стали ОЗсп длиной 200, шириной 100 и толщиной 0,6; 0,8 и 1,0 мм обезжиривают в 10%-ном растворе N аОН и протравливают в 15%-«ом растворе
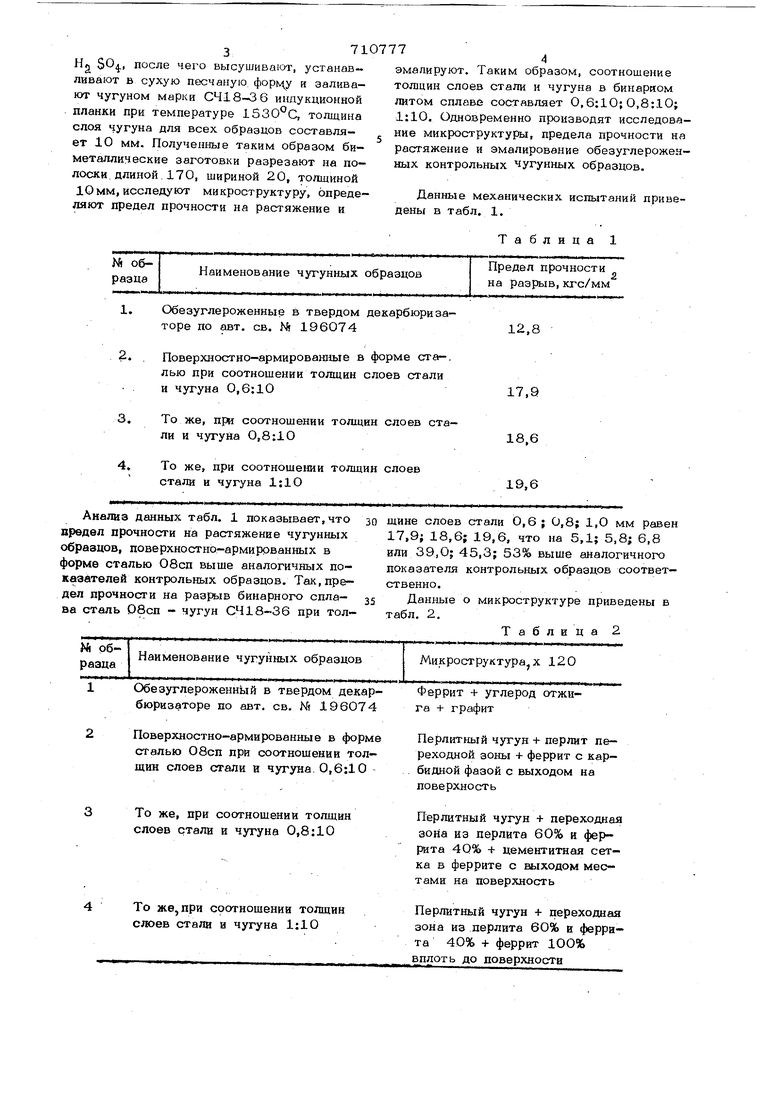
Н SO., после чего высушивают, устанавливают в сухую песчаную форцу и заливают чугуном марки СЧ18-36 индукционной планки при температуре 1530°С, толщина слоя чугуна для всех образцов составляет 10 мм. Полученные таким образом биметаллические заготовки разрезают на полоски, длиной. 170, шириной 20, толщиной Ю мм, исследуют микроструктуру, определяют предел прочности на растяжение и
NJ обНаименование чугунных образцов разца
Обезуглероженные в твердом декарбюризаторе по авт. св. N 19607412,8
Поверхностно-армированные в форме ста-, лью при соотношении толщин слоев стали
и чугуна 0,6:1017,9
То же, при соотношении толщин слоев стали и чугуна О,8:1О18,6
То же, при соотноше1ШИ толщин слоев
стали и чугуна 1:1О19,6
Анализ данных табл. 1 показывает, что предел прочности на растяжение чугунных образцов, поверхностно-армированных в форме сталью 08сп выше аналогичных показателей контрольных образцов. Так,предел прочности на разрыв бинарного сплава сталь ОВсп - чугун СЧ18-36 при толNi обНаименование чугунных образцов разца
Обезуглероженный в твердом декарбюризаторе по авт, св. Ni 196074
Поверхностно-армированные в форме сталью 08сп при соотношении толщин слоев стали и чугуна 0,6:10
То же, при соотношении толщин слоев стали н чугуна 0,8:10
То же, при соотношении толщин слоев стали и чугуна 1:10
эмалируют. Таким образом, соотношение толщин слоев стали и чугуна в бинарном литом сплаве составляет 0,6:10; 0,8:10; 1:10. Одновременно производят исследование микроструктуры, предела прочности на растяжение и эмалирование обезуглероженных контрольных чугунных образцов.
Данные механических испытаний приведены в табл. 1.
Таблица 1
Предел прочности , на разрыв, кгс/мм
щине слоев стали 0,6 ; О,8; 1,О мм равен 17,9; 18,6; 19,6, что на 5,1; 5,8; 6,8 или 39,0; 45,3; 53% выше аналогичного показателя контрольных образцов соответственно.
Данные о микроструктуре приведены в табл. 2.
Таблица 2
Микроструктура х 120
Феррит + углерод отжига + графит
Перлитный чугун + перлит переходной зоны + феррит с карбидной фазой с выходом на поверхность
Перлитный чугун + переходная зона из перлита 60% и феррита 40% + цементитная сетка в феррите с ЕЫХОДОМ местами на поверхность
Перлитный чугун + переходная зона из перлита 60% и феррита 4О% + феррит 100% вплоть до поверхности
.710777
56
Исходя из анализа данных табл. 2,еле-Предлагаемое устройство обеспечивает дует, что наилучшая эмалируемость бинар -снижение трудоемкости за счет исключе- него сплава сталь 08сп - чугун СЧ18-36ния технологической операции обезуглеробудет у образца N 4, это соответствуетживающий отжиг; экономию материалов и соотношению толщин слоев стали и чугу- технологического оборудования; увеличена 1:10, т.к. при таком соотношении уг-ше срока службы и эксплуаташонной налерод диффундирует, из чугуна в сталь надежности чугунных эмалированных издеглубину, не превышающую толщину слоялий за счет повышения их прочностных стали, а на эмалируемой поверхности име-характеристик; улучшение санитарно-гиги- ет место ферритная структура, свойствен- юенических условий труда работающих, ная стали 08сп. Поверхностный слой под эмалирование состоит из феррита 100%, что соответствует стали ОВсп. Формула изобретения
Данные выводы подтверждаются качеством эмалирования образцов. Наилучшую tS Литой корпус вентиля по авт.св.
эмалируемость без использования обезуг-Ni 648337, отличающийся
лероживающего отжига имеет чугунный об-тем, что, с целью повышения физико-меразец, поверхностно-армированный в фор-ханических свойств отливок, отношение
ме малоуглеродистой сталью 08сп притолщин слоев армирующей стальной встав-
соотношении толщин слоев стали 08сп и 20ки и основной чугунной части составлячугуна СЧ18-36 1:10.ет 1:(6-16).
| название | год | авторы | номер документа |
|---|---|---|---|
| Среда для обработки железоуглеродистых сплавов | 1981 |
|
SU986942A1 |
| Состав для подготовки поверхности чугунных и стальных изделий перед эмалированием | 1980 |
|
SU1122753A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИГОДНОСТИ СТАЛИ ДЛЯ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2014 |
|
RU2568887C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНОЕ СОПРОТИВЛЕНИЕ ЗАМЕДЛЕННОМУ РАЗРУШЕНИЮ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2585889C2 |
| ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, ВЫСОКОПРОЧНЫЙ, ПОДВЕРГНУТЫЙ ЛЕГИРОВАНИЮ, ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ СПОСОБНОСТЬЮ К ТЕРМИЧЕСКОМУ УПРОЧНЕНИЮ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574555C2 |
| ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ ХАРАКТЕРИСТИКОЙ СОПРОТИВЛЕНИЯ УДАРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫСОКОПРОЧНЫЙ, ПОДВЕРГНУТЫЙ ЛЕГИРОВАНИЮ, ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2566121C1 |
| ВЫСОКОКРЕМНИСТЫЕ ДВУХФАЗНЫЕ СТАЛИ С УЛУЧШЕННОЙ ПЛАСТИЧНОСТЬЮ | 2012 |
|
RU2601037C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, ВЫСОКОПРОЧНЫЙ ПОДВЕРГНУТЫЙ ЛЕГИРОВАНИЮ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ ХАРАКТЕРИСТИКОЙ МЕХАНИЧЕСКОЙ РЕЗКИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2566695C1 |
