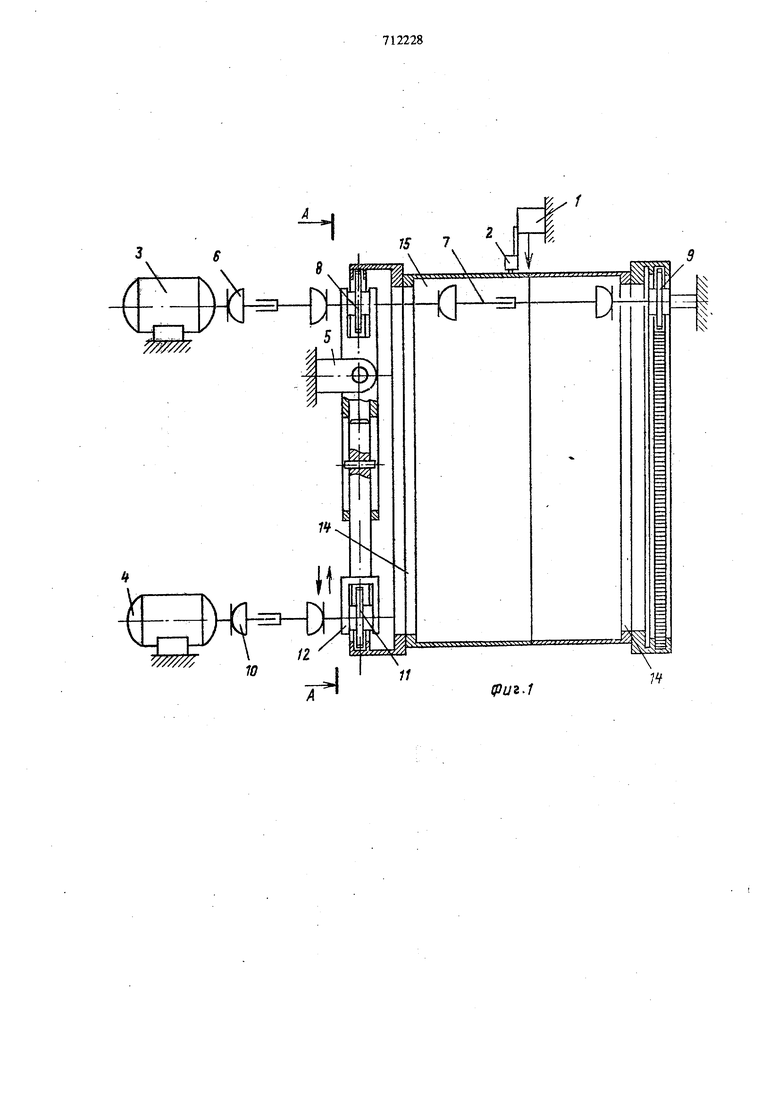
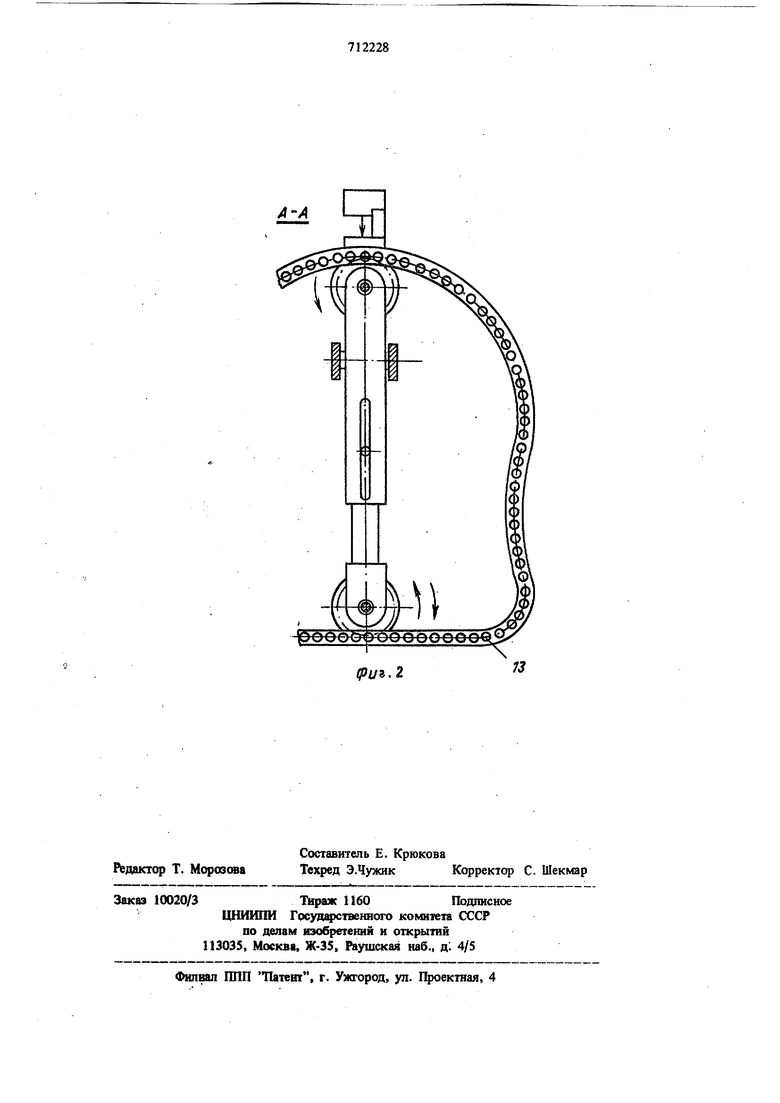
Изобретение относится к области сварки, а именно к устройствам для перемещения изделий криволинейного контура в процессе сварки. Известна установка для автоматической сваркн поворотных изделий с переменным радиусом кривизны, содержащая сварочную голов ку, рамку для изделия, датчик положения изде лия, а также привод вращения изделия в 1фиводы перемещения в двух взаимно перпендику лярных направлениях рамки с изделием fl. Однако в описанной установке скорость сварки является результатом нескольких неравномерных движений, каждое из которых получается от отдельного привода. Это ведет к неюбежным погрешностям в скорости сварки, связанным с инерционностью приводов, а также с инерционностью перемеще1шя самого изделия. Наиболее близкой по технической сушиости и достигаемому результату является установка для автоматической сварки замкнутых криволи нейных швов, содержащая смонтированные на основании сварочную головку с датчиком положения изделия и привод вращения с закрепленными на валу шестернями, взаимодействующими с зубчатыми копирами, оснащенными оправками для издел5и 2. Однако в данной установке датчик положения изделия выполнен пружинным, а его инерционность приводит к отклонениям издел1М от положения сварки при сварке изделий с малыми радиусными переходами. Целью изобретения является повышение качества путем автоматической корректировки положения изделия в процессе сварки. С этой целью на основании смонтированы кронштейг с шарнирио установленной на кем раздвижной тягой и привод для корректировки положения изделия, соединенный с датчиком положения изделш и оснащенный закрепленной на его выходном валу шестерней, взаимодействующей с одним из зубчатых копиров, при этом одна из шестерен привода вращения изделия и шестерня приводэ для корректировки положешш изделия смонтированы на концах указанной тяги. На фиг. 1 изображена предложе1шая установка; йа фиг. 2 - сечение А-А на фиг.1. Установка содержит смонтированные на основании сварочную головку 1 с датчиком 2 положения изделия, привод 3 вращения изделия, привод 4 для -корректировки положения изделия и кронштейн 5. На выходном валу привода 3 установлены посредством карданных валов 6 и 7 шестерни 8 и 9 (могут быть также ролики, звездочки), а на выходном валу привода 4 посредством карданного вала 10 установлена шестерня 11 (ролики, звездочки). На кронштейне 5 шарнирно установлена раздвижная тяга 12, на концах которой закреп .лены шестерни 8 и 11. На шестерни 8, 9 и 11 опираются копиры 13, которые вьшолнены зубчатыми (или цевоч ными). Копиры оснащены оправками 14 для изделия 15. Датчик 2 положения изделия соединен с приводом Д для корректировки положения изделия. Установка работает следующим образом. .Изделие 15 закрепляют в оправках 14 копи- 25 ров 13. Включают привод 3 вращения изделия, которьп равномерно вращает валы 6 и 7 с шестернями 8 и 9, задают копирам 13 равномерную скорость перемещения (скорость сварки) относительно сварошой головки 1. При зтом датчик 2 положения изделия следит, чтобы в зоне сварки касательная к издел1по в плоскости сварного шва была перпендикулярна к оси сварочной головки 1 ( в дан ном случае горизогггальной). В случае отклонения изделия от этого поло жения датчик 2 посьшает управляющий сигнал на пр1шод 4 для корректировхш положения изделия, пргшод включается и, вращая шестерню (звездочку) 11, находящуюся в зацеплении с копиром 13, разворачивает этот копир вместе с изделием относительно оси сварочной головки в ту или иную сторону так, чтобы зона сварки изделия в дагшый момент была перпендикулярна к оси сварочной головки. Таким образом, при постоянной скорости сварки, задаваемой одним приводом, производится автоматическая корректировка положе1ШЯ изделия относительно сварочной головки другим приводом, что позволяет повысить качество сварных соединений. Формула изобретения Установка для автоматической сварки замкнутых криволинейных швов, содержащая смонтированные на основании сварочную головку с датчиком положения изделия и гфивод вращения с закрепленными на его валу шестернями, взаимодействующими с зубчатыми копирами, оснащенными ощзавками для изделия, отличающаяся тем, что, с целью повышения качества путем автоматической корректировки положения изделия в процессе сварки, на основагши смонтированы кронштейн с шарнирно установленной на нем раздвияшой тягой и привод для корректировки положения изделия, соединенный с датчиком положения изделия и оснащенный закрепленной на его вь1ходном валу шестерней, вазимодействующей с одним из зубчатых копиров, при этом одна из шестерен привода вращения изделия и шестерня привода для корректировки положения изделия смонтированы на концах указанной тяги. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 321326, кл. В 23 К 37/04, 26.03.70. 2.Патент ФРГ N 897745, кл. 49 h 9/02, 1953 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Установка для сварки внутреннихКОльцЕВыХ шВОВ МЕМбРАН СильфОНОВ | 1979 |
|
SU829381A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| Ведущая стойка вращателя | 1987 |
|
SU1496979A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для наплавки торцов зубьев шестерен | 1986 |
|
SU1388221A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU603547A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
ЕЬЧ
/2
%%
И
п
П
(риг.1
А-А
фиг. 2
