(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОФИЛЬНОГО
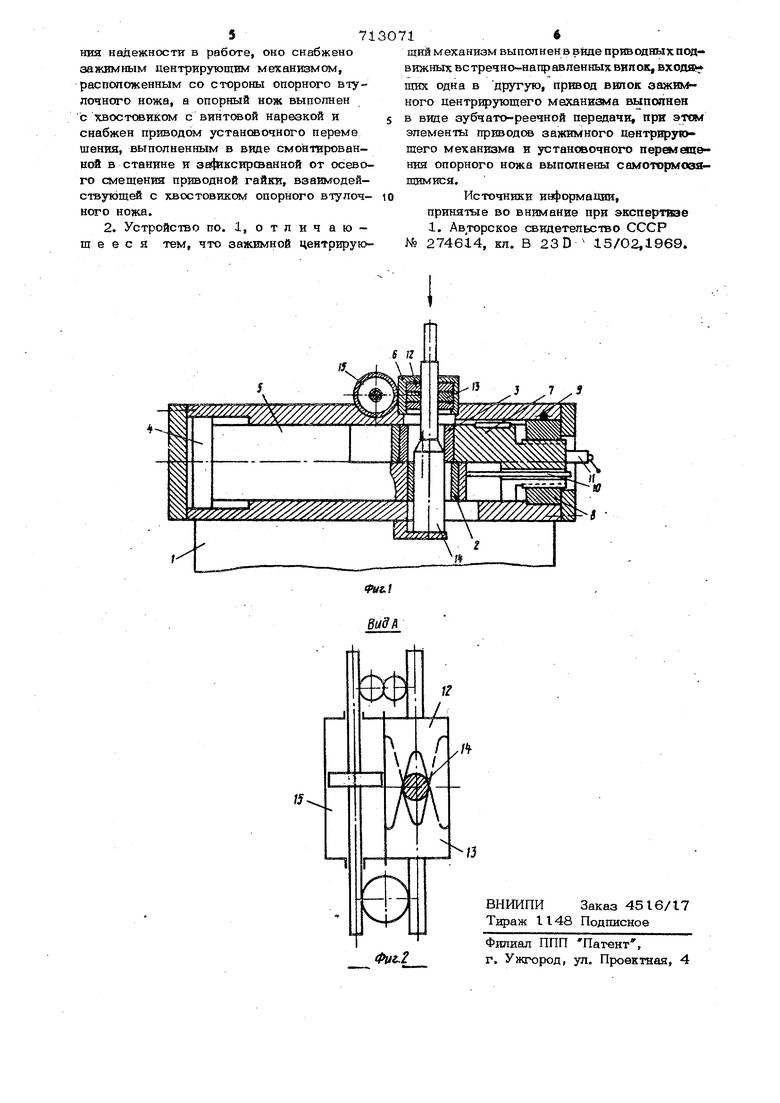
МАТЕРИАЛА37тепь 7 опорного втулочного ножа 3 снабжен резьбовым хвостовкком , взаимодействутащим с гайкой 8, зафиксированной от осевого смещения и приводимой во вращение рейкой 9, подвижной, .например, от силового цилиндра (на чертеже не показан). Рабочий ход поршня 5 гидроцилиндра с подвижным втулочным ножом 2 огранич вается с помощью стержня 10, взаимодей ствующего с конечным выключателем 11, жестко закрепленным на ножедерхштеле 7 опорного втулочного ножа 3. Зажимной центрирующий механизм выполнен в виде двух вилок 12 и 13, имеющих в плане клиновидные вырезы и обеспечиваюпшх центрирование издапия 14, причем вилк 12 снабжена прорезью, в которую входит вилка 1.3. Привод вилок 12 и 13 осуществляетс с зубчато-реечных передач от пневмоцилиндра 15. В исходном положении поршень 5 гидроцилиндра находится в крайнем левом положении, ножедержатель 7 в крайнем правом положении, вилки 12 и 13 зажим ного центрирующего механизма раадвттнуты. При этом обеспечивается совмещение осей подвижного втулочного ножа 2, опоркого втулочного ножа 3 .и защитного цент рирующего механизма 6 и образуется максимальный проил, ограничиваемый вырезами вилок 12 и 13, позволяющий беспр пятственно опускать изделие, имеющее ступени по своей длине, После того, как станок приведен в исходное положение изделие краном опуска ется через зажимной центрирующий механизм и втулочные ножи до упора, закрепле1-гаого под подвиищым втрточным ножом. Расстояние от тглоскости реза до упор определяет длину частей, получаемых пос ле резки изделия. Ввиду того, что проем в зажимном центрирующем механизме при егю исходном положении и отверстия втулочных но жей заведомо больше максимального диа метра изделия, оно всегда беспрепятст венно опускается до упора. После этого включается пневмоцилинд 15 и обеспечивается перемещение вилок 12 и 13. Вилки 12 и 13 перемещаюгся навстречу друг другу в направлении перпендикулярном к направлению перемешвния ножей, осуществляя тем самьа поперечное смещение изделия до совме- 1.4 щения его продольной оси с осью ножей. Величина перемещения вилок 12 и 13 зависит от диаметра участка изделия, находящегося в зоне зашитного центрирующего механизма. Затем включается прквод перемещения зубчатой рейки 9 и вращения гайки 8. При этом ножедержатепь 7 совместно с опорным втулочным ножом 3 будет перемещаться по направлен кию к изделию 14 до соприкосновения втулочного ножа 3 с ним. Ввицу того, что изделие зафиксировано от поперечных смещений зажимным центрйрующим механизмом, а привод опорного втулочного ножа рассчитан лишь на установочное перемещение ножедержателя 7, ножедержатель 7 с опорным втулочным ножом 3 не сможет сместить изделие с Ш.ХОДНОЙ оси, а лишь коснется его. После подведения опорного втулочного ножа включается силовой привод перемещения подвижного втулочного ножа, обеспечивающий создание силы резания. На чертеже изображен момент подхода подвижного ножа к изделию и начала резания. Благодаря самоторможению в приводах опорно-центрирующего устройства и опорного ножа, они в процессе .резания остаются неподвижными. . По мере дальнейшего пера ещения подвижного втулочного ножа 2 происходит перерезание изделия, а отрезанный кусок сталкивается с упора и падает „вниз. Стержень 10 воздействует на конечный выключатель 11 и происходит остановкй подвижного ножа. После этого оба ножа отводятся в исходное положение, зажимной центрирующий механизм разжимается, изделие краном снова опускается до жесткого упора и цшсл повторяется. Конструкция устройства позволяет повысить качество получаемых заготовок при резке профильного материала ступенчатой формы . формула изобретения 1. Устройство для /резки профильного материала на заготовки, содержащее станину, подвижный втулочный нож с приводом перемещения и опорный втулочный нож, отличающееся тем, что, с целью повышения качества получаемых заготовок при резке профильного материала ступенчатой формы, а также повышеНИИ надежности в работе, оно снабжено зажимным центрирующим механизмом, расположенным со стороны опорного втулочного ножа, а опорный нож выполнен с хвостовиком с винтсеой нарезкой и снабжен приводом установочного переме шения, выполненным в виде смонтированной в станине и за иксиршанной от осевого смещения приводной гайки, взаимодействующей с хвостовиком опорного втулочного ножа.
2. Устройство по. 1, о т л к ч а ю щ е е с я тем, что зажимной центрирующий механизм выполнен в виде приводных подвижных встречно-направленныхвипо1цвходя щнх одна в другую, привод вилок зажимного центрирующего механизма выполнен в виде зубчато-реечной передачи, при этом элементы приводе зажимного центрнрук щего механизма и установочного перемещения опорного ножа выполнены самотормозащимися.
Источники информации, принятые во внимание при экспертвае 1. Авторское свидетельство СССР № 274614, кл, В 23 D 15/02,1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1981 |
|
SU990441A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| Устройство для резки проката | 1979 |
|
SU772753A1 |
| Устройство для резки заготовок на кольца | 1990 |
|
SU1736717A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Кантователь длинномерных изделий | 1987 |
|
SU1566610A1 |
| Устройство для резки проката | 1981 |
|
SU1017442A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2258610C1 |
| Устройство для резки профильного проката | 1979 |
|
SU854616A1 |
| Устройство для разделения профильного проката | 1980 |
|
SU927417A1 |
