Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей или точных заготовок.деталей термофрикционной штамповкой.
Известен способ получения изделий из прутковых заготовок, заключаю1ф1йоя в том, что заготовку устанавливают в жесткую матрицу и подвергают термофрикционной штамповке; например выдавливанием 1,
Однако известный способ не исключает возможности обрыва заготовки при штамповке в результате интенсивного ее скручивания при большой длительности нагрева и деформации, что не дает возможности штамповать глубокие полые и в особенности тонкостенные изделия.
Цель изобретения - предотвращение обрыва заготовки при штамповке.
Поставленная цель достигается тем, что матрицу фиксируют от поворота относительно заготовки
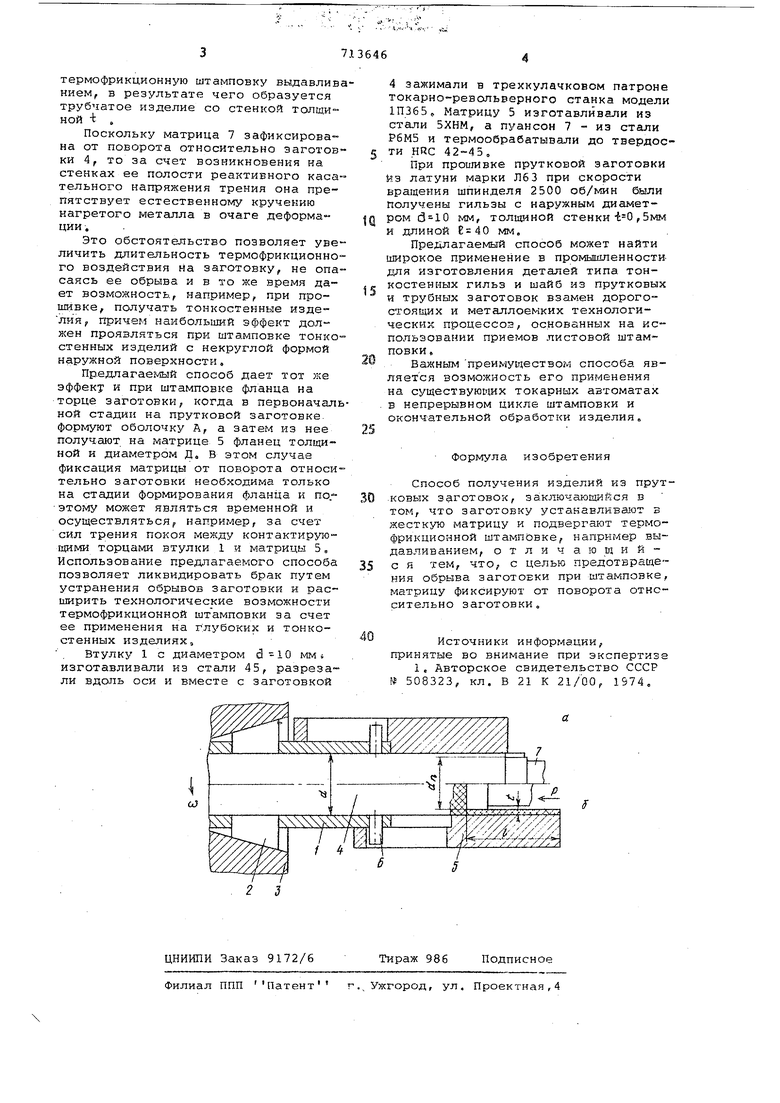
На чертеже показана схема осуществления способа на примере выдавливания ,
Устройство для осуществления способа содержит втулку I с внутренним диаметром д , в пазах которой уота.иовлены зажимные кулачки-2, взаимодействующие с корпусом 3 и заготовкой 4, помещенной;, например, в шпинделе токарного станка. С втулкой 1 по ходовой посадке сопряжена матрица 5 зафиксированная от поворота, например, штифтом 6„
Соосно с полостью матрицы 5 установлен пуансон 7 диаметром d, ,жест
0 ко закрепленный, например, в задней б.абке станка с
Способ осуществляется следующим образом„
Заготовку 4 устанавливают в мат5рицу 5 и втулку 1, фиксируют от поворота штифтом 6 и зажимают кулачками 2 через корпус 3, установленный на шпинделе станка. После этого заготовке сообщают вращательное движе0ние с определенной угловой скоростью Sv и к ее торцу посредством пуансона 7 прикладывают осевую нагрузку Р, в результате чего на скользящем контакте возникает тепловыделение от
5 трения, и металл заготовки нагревается до ковочной температуры. Пуансон 7 в процессе рабочей подачи вытесняет нагретый металл из-под своего торца в зазорр ограниченный полостью
0 Матрицы 5, осуществляя тем-самым
термофрикционную штамповку выдавливнием, в результате чего образуется трубчатое изделие со стенкой толщиной -t .
Поскольку матрица 7 зафиксирована от поворота относительно заготов ки 4, то за счет возникновения на стенках ее полости реактивного касательного напряжения трения она препятствует естественному кручению нагретого металла в очаге деформации .
Это обстоятельство позволяет увеличить длительность термофриктдионного воздействия на заготовку, не опасаясь ее обрыва и в то же время дает возможность, например, при прошивке, получать тонкостенные изделия, причем наибольший эффект должен проявляться при штамповке тонкостенных изделий с некруглой формой наружной поверхности,
Пр.едлагаег 1Ый способ дает тот 5ке эффект и при штамповке фланца на торце заготовки, когда в первоначалной стадии на прутковой заготовке формуют оболочку А, а затем из нее получают на глатрице 5 фланец толщиной и диаметром Д. в этом случае фиксация матрицы от поворота относительно заготовки необходима только на стадии формирования фланца и по.этому может являться временной и осуществляться, например, за счет сил трения покоя между контактирующими торцами втулки 1 и матрицы 5, Использование предлагаемого способа позволяет ликвидировать брак путем устранения обрывов заготовки и расширить технологические возможности термофрикционной штамповки за счет ее применения на глубоких и тонкостенных изделиях.
Втулку 1 с диаметром d -10 мм изготавливали из стали 45, разрезали вдоль оси и вместе с заготовкой
CJ
4 зажимали в трехкулачковом патроне токарно-револьверного станка модели 1П365, Матрицу 5 изготавливали из стали 5ХНМ, а пуансон 7 - из стали Р6М5 и термообрабатывали до твердости HRC 42-45,
При проитвке прутковой заготовки из латуни марки Л63 при скорости вращения шпинделя 2500 об/мин были получены гильзы с наружным диаметром мм, толщиной стенки-1 0 ,5мм и длиной мм.
Предлагаемый способ может найти широкое применение в промышленностидля изготовления деталей типа, тонкостенных гильз и шайб из прутковых и трубных заготовок взамен дорогоСТОЯ1ДИХ и металлоемких технологических процессов, основанных на кс пользовании приемов листовой штамповки.
Важным преимуществом способа является возможность его применения на существующих токарных автоматах в непрерывном цикле штамповки и окончательной обработки изделия«
Формула изобретения
Способ получения изделий из прутновых заготовок, заключающийся в том, что заготовку устанавливают в жесткую матрицу и подвергают термо фрикционной штамповке, например выдавливанием, о т л и ч а. ю щ и и с я тем, что, с целью предотвращения обрыва заготовки при штамповке, матрицу фиксируют от поворота относительно заготовки.
Источники информации, принятые во внимание при экспертизе
1 . Авторское свидетельство СССР № 508323, кл. В 21 К 21/00, 1974,
У}(
;-/ - //, / / /.
лх х/х .: // / / ХХх /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термофрикционной штамповки | 1979 |
|
SU880594A1 |
| Способ изготовления изделий | 1978 |
|
SU749524A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Способ формовки деталей | 1977 |
|
SU733833A1 |
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ термофрикционной формовки полых деталей | 1980 |
|
SU963665A1 |
| Способ изготовления шпинделей вентилей | 1979 |
|
SU904857A1 |
| Способ получения изделий типа тонкостенных стаканов | 1981 |
|
SU996048A1 |
