(54) СПОСОБ ИЗГСТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ДЛЯ ДЕФЕКТОСКОШИ
наносят электроэрозионным резанием с использованием п эоволоки диаметром ОД мм
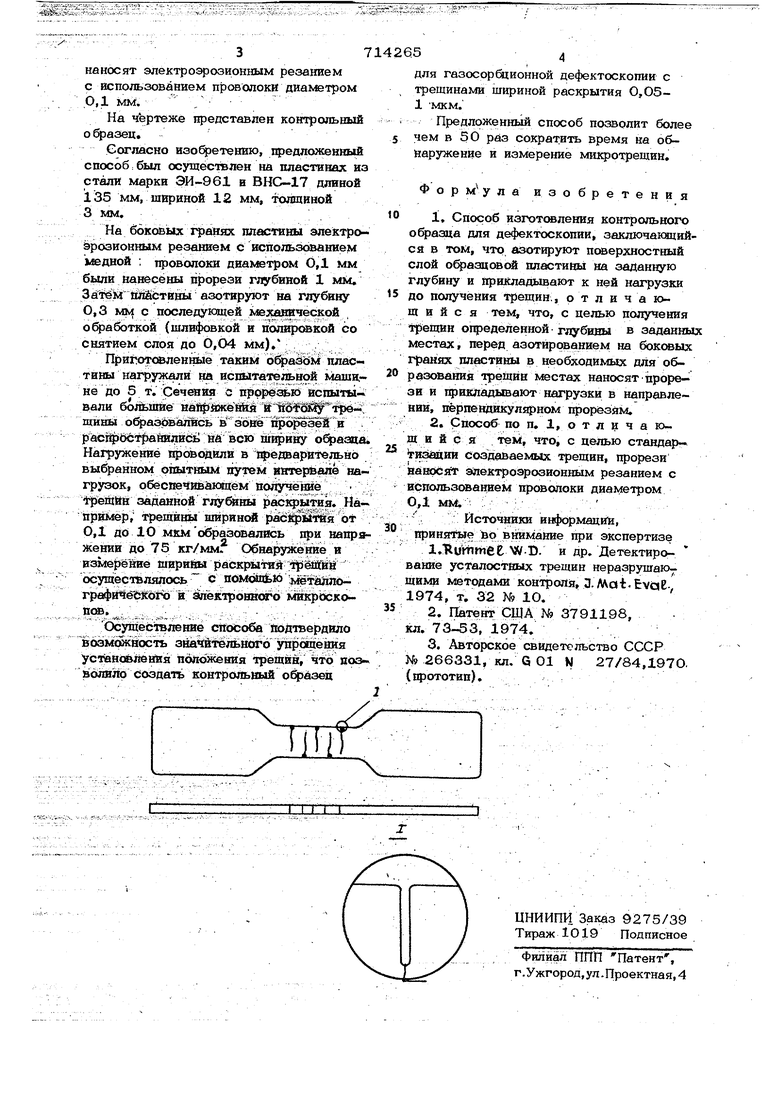
На чертеже представлен контрольный офазец,
Согласно изофетению, предложенный способ:был осущесттвлен на пластинах из стали марки ЭИ-961 в ВНС-17 длиной 135 мм, шириной 12 мм, толщиной 3 мм,
На боковых храйжс пластины электроЗрозионным резанием с использованием медной ; проволоки диаметром 0,1 мм были нанесены прорези глубиной 1 мМ. ЗйтШ йлйЬтины азотируют на глубину О,3 мм с последующей меха1Яческой офаботкой (шлифовкой и полировкой со снятием слоя до 0,04 мм),
Приготовленные таким офазом пластины нагружали на испытательной маши1 не до 5 т. Сечения с проре ю испытывали большие на1фйжен11я и 1i6fQS Tpeщйны офазовались в зоне и расл; ьстранилис11 на всю ширину образна Нагружение 1фстодилн в предварительно выбранном опытным путем интервале нагрузок, обеспечивающем получение tpferiiBH заданной рас1фытия. На- при)р трешины шириной раскрытия от 0,1 ДО) 1О мкмофазовалеюь 1фи напря54сенин до 75 кг/ммГ Обнаружение и измерёйиё шириш раскрытий трший осуществлялось с nuMt tdbto 1 йталлографиЧёйкого и элекоронвсхго мшсроскоп.
Осуществление способа подтвердило возмдасвость значительного упрощения установления положения трещин, что позволилр создать контрольный офазец
для газосорбционной дефектоскопии с трещинами шириной раскрытия 0,051 МКМ.
Предложенный способ позволит более чем в 5О раз сократить время на обнаружение и измерение микротрещин.
изобретени
Ф
1,Способ изготсжления контрольного офазца для дефектоскопии, заключакнцийся в том, что. азотируют поверхностный слой офазцсвой пластины на заданную глубину и прикладывают к ней нагрузки до получения трещин , отличающийся тем, что, с целью получения 1рещин огфеделенной глубины в заданш местах, перед азотированием на боковых гранях пластики в необходимых для образования трещин местах наносят прорези и тфикйадывают нагрузки в направлении, пёрпендикул5фном прорбзям,
2,Способ по п, 1, о т л ц ч а ющ и и с я тем, что, с целью cтaндapтизации создаваемых трещин, прорези ванрсягт электроэрозионным резанием с использсжаиием проволоки диаметром
0,,1 мм,- - ; :.. , ,. . - ., .ИСТОЧНИКИ информации,
принятые jap внимание при экспертизе 1,Т1иггит1е W-D. и др. Детектиро вание усталостных трещин неразрушаюшими методами контроля, 3. Ма t Evci Е1974, т, 32 № 10,
2,Патент США № 3791198, кл, 73-53, 1974,
3.Авторское свидетельство СССР
М 266331, кл. G 01 N 27/84,1970 (прототип).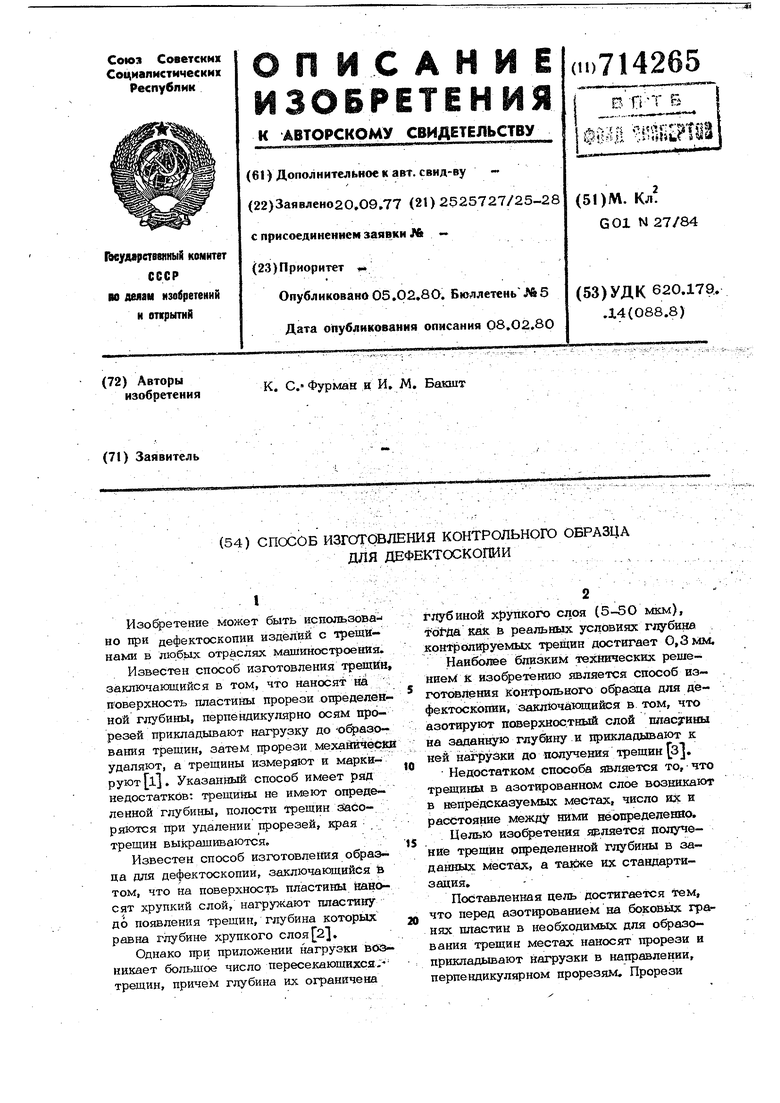
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНЫХ ОБРАЗЦОВ ДЛЯ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ | 2010 |
|
RU2426110C1 |
| Способ изготовления контрольного образца для дефектоскопии | 1983 |
|
SU1142784A1 |
| Способ изготовления контрольного образца для дефектоскопии | 1983 |
|
SU1087874A1 |
| Способ изготовления образца с дефектом типа трещина | 1988 |
|
SU1562835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НАСТОЙКИ ДЕФЕКТОСКОПИЧЕСКОЙ АППАРАТУРЫ | 2012 |
|
RU2538053C2 |
| Способ изготовления стандартного образца с дефектами типа трещины | 1987 |
|
SU1465754A1 |
| Способ изготовления образцов для дефектоскопии | 1980 |
|
SU947736A1 |
| Способ изготовления образцов для калибровки дефектоскопов | 1981 |
|
SU968726A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Стандартный образец для магнитной дефектоскопии | 1991 |
|
SU1810805A1 |
