I
Изофетение относится к устройствак для обработки отверстий по кондуктору, преимущественно в крупногабаритных сварных металлоконтрукциях, прокатных ба.гжах... ,
Известно устройство для обработки отверстий в издели5сс, содержащее подпружиненную кондукторную плиту с вертикальными штангами, установленную подвижно относительно корпуса шпиндель- ной корюбки. Корпус и ведущий вал шпиндельной коробки жестко прикреплены к корпусу и шпинделю силового узла станка соответственно 1.
Опускание кондукторной плиты дэ упо- ,5 ра в изделие и последующая рабочая подача инструментов, установленных в шпиндельной коробке, производится за счет вертикального перемещения силового узла станка.20
Положение в плане кондукторной плиты известного устройства и ее угловая ориентация в пространстве не могут,
изменяться. Согласование положения
кондуктора относительно базонььх поверхностей изделия производится путем соответствующей устано)вки последнего.
Однако при таком решении достигаемая точность расположения отверстий на изделии не выше точности изготовления само1х изделия. Это недопустимо, например, для крупногабаритеых Сварных рам, ферм, прокатных балок, и шолняемых со значительнь1ми отклонениями формы и размеров.
Целью изобретения является повышение точности обработки отворстай.
Цель достигается тем, что устройство для обработки отверстий в изделиях, содержащее подпружиненную кондукторную плиту с вертикальными штангами, установленную подвижно относительно корпуса шпиндельной коробки, закрепленной на силовом узле станка, снабжено ползуном, установленным под углом к оси изделия с возможностью поромошония в направляющей от введеплого в устройство привода в виде двух
V .
(гидро) цилингфов, причем ползун mapimpно связан с кондукторной плитой и снабжен преднаэиаченнь1ми для взаимодей ствия с ней упорамя/ направлшокал шарни рно связана с корпусом станка с возЙожностью поворота в вертикальной илоскости, а шпиндельная коробка связана с сИйовьии узлом станка посредйтвом введенной в устройство шарнирной муфты.
Ползун, установленный под утлом к оси изделия, обеспечивает возможность прижима кондукторной плиты. одновремен но к двум перпендикулярным штоскостям изделия. Шарнирное соепйнеш е ползуна с кондукторной плитой, а также етхэ направляющей с корпусом станка, в сочетании с введенной между шпиндельной коробкой и сило йьгм узлом станка шарнирной муфтой, обеспечивает пространственную самоустановку кондуктора по изделию, В совокупности это дает возможность койпёнсировать влияние погрешностей формы и размеров изделзш на рас- положение отверстий относительно его базовых поверхностей.
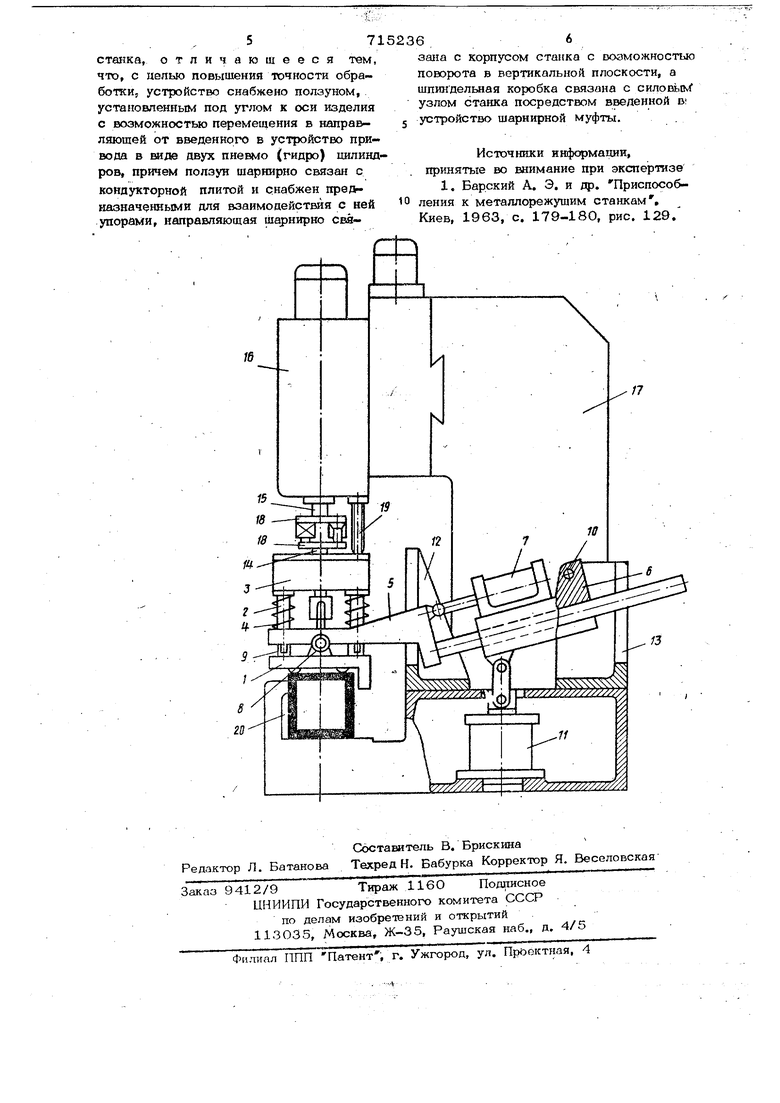
На чертеже изображено предлагаемое устройство, устанбвленное на вертгакально-сверлильном. станке.
Кондукторная плита 1 связана подвижно, посредством закрепленных в ней штанг 2, со шпиндельной коробкой 3. Соосно со штангами 2 смонтированы распорные пруж1шы 4, удерживающие в верхнем положении шпиндельную коробку 3, Ползун 5 установлен в направляющей б под углом к оси изделия и связан со штоком пневмоцилиндра 7. Левый конец ползуна 5 связан с кондукторной плигой 1 шаровым шарниром 8. и снабжен упорами 9, установлвннь1Ми по обе стороны шарнира 8 . и препятствуюши и опрокидыванию плиты 1 с коробкой 3 под действием веса последней. Направляющая 6 подвешена на оси 10с возможностью поворота в вертикальной плоскости от пнев- моцилинпра 11. По обе стороны направляюшей 6 установлены вилки 12 и 13, охватывающие ползун S для фиксации положения конпукторной плиты 1 в Д аправлении продольной оси изделия.
Ведущий вал 14 шпиндельной коробки 3 соединяется со шл шделем 15 силового узла 16 ста}ша 17 разъемной шарнирйой муфтой, выполненной, напрнк ер, в виде двух полумуфт 18 с парой торповых кулачков на каждой из них. В корпусе силового узла 16 закреплен упор 19для воздействия на корпус шпиндельной коробки 3. ОбраоаП.тваемое изделие 2О
2364
.базируется, например, на столе станка
17. ;
в исходном положении шток пневмо1шл 1ндрг3 7 .втянут,а цилиндр 11 поднят,
5 благодаря чему кондукторная плита 1 удерживается в правом верхнем положении. Силовой узел 16 также вверх, После установки изделия 20 на станок 17 цилиндры 7 и 11 перекпючатотсяка 0 ход влево и вниз, соответственно, вследствие чего ползун 5 перемещается в стоIpoHy изделия и поворачивается против часовой стрелки до сонрикосновения кон.цукторской плиты 1 с верхней и правой
5 плоскостями изделия. Самоустансвке ялиты 1 относительно этих плоскостей по углу происходит за счет поворота в шаровом шарнире В вокруг всех трех осей. После закрепления плиты 1 Иа
20 изделии 20 силовой узел 16 опускается вниз, вводя в зацепление кулачки попумуфт 18, которые тгриводят во вращение инструментальные шпиндели коробки 3, обеспечивая вместе с т:«м возможность
линейных и угловьрс смешений вала 14 относительно шпинделя 15, Упор 19, воздействуя на корпус шпиадельной коробки 3, преодолевает сопротивление пруяшн 4 и осуществляет тем самьп-л
рабочую подачу инструментов. После окончания обработки отверстий все ме- xaниз -Jы возвращаются в ксход1 ое положение,.
Поскольку соединение между шпин35 дельной коробкой 3 и силовым узлом 16 разъемное, последний может использоваться для привода несколькрх ишиндельных коробок, располагаемых вдоль изделия,
Про;ст1Ш ё Йёнйа51 ЬШоуе &новка кондукторной длить по изделию позволяет также кбктенсировать погрешности ус тановки каждого язде ПИЙ оТ1.1осительно станка. Поэтому можно обрабатывать
изделия, не снимая их, например, с межоперационнбгЬ 1рапспортера, что повышает произвоцитеньность работ за счет исключения операций, связанных с перебазированием изделий.
Формула изобретен и я
Устройство для обработки отверстий в изделиях, содержащее подпружиненную кондукторную плиту с вертикальными штангами, установленную подвижно относительно корпуса шпиндельной ко-робки, закрепленной на силовом узле
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Устройство для контроля целостности инструмента | 1986 |
|
SU1364410A1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| Многошпиндельный вертикальный станок | 1976 |
|
SU650785A1 |
| Плита кондукторная | 1972 |
|
SU496105A1 |
| Скальчатый кондуктор | 1989 |
|
SU1673306A1 |
| Силовая головка | 1984 |
|
SU1194595A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Устройство для подачи и зажима деталей | 1979 |
|
SU772821A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
