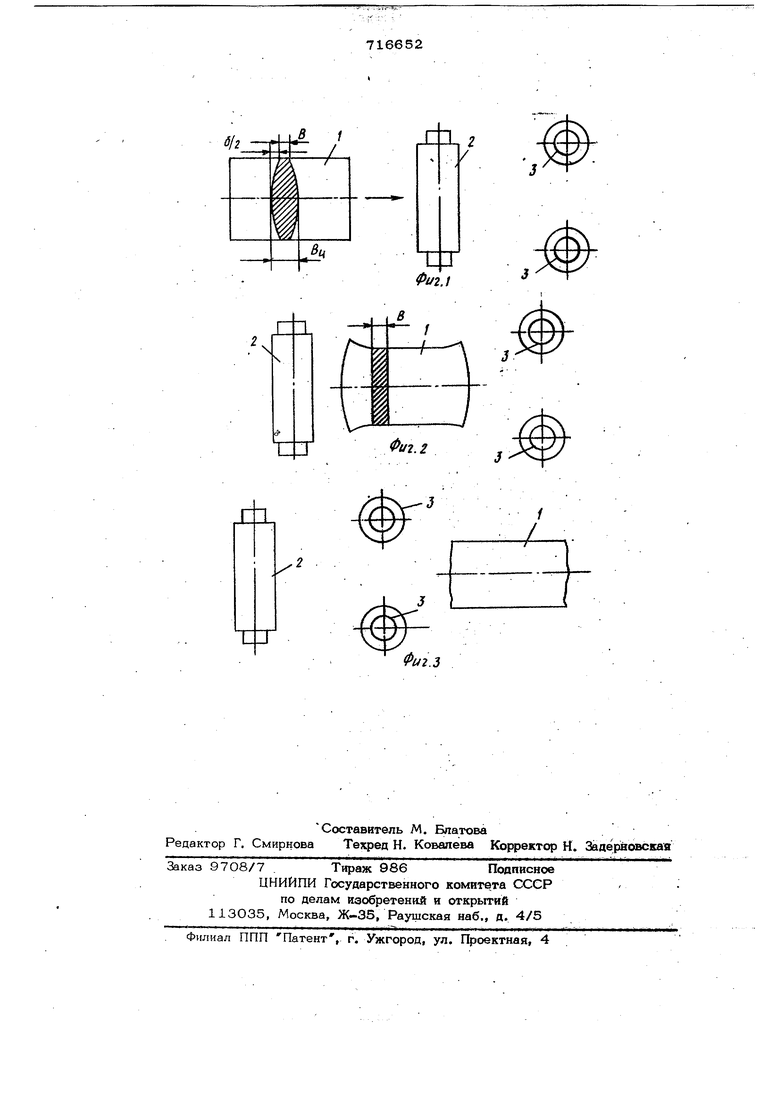
(54) СПОСОБ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ часть обжимают до толщины равной толщине боковых кр.омок. При непрерывном процессе прокатку ведут с переменным, увеличивающимся к концевой части -сляба обжатием по толщине. Непрерывнолитые слябы вследствие особенностей кристаллизации имеют выпуклое сечение, предварительное обжатие отой выпуклости по предлагаемому criocoбу существенно уменьшает торцовую об- резь и улучшает качество поверхности. На фиг. 1-3 показаны возможньте варианты реализации предлагаемого спосо- ба {стрелки указьшают направление прокатки сляба). Исходный сляб 1 выпуклого, сечения, имеющий толщину в центральной Ч асти Вц и по краям В соответственно.(величины выпуклости У сляба 1 равна д-Вц- }, горизонтальные .2 и вертикальные 3 валки Исходный сляб 1 с выпуклостью (см. фиг. 1) обжимают в горизонтальных; валках 2 при их постоянном зазоре, соответствующем толщине сляба у боковых кромок в (см. фиг. 2), а затем прокатывают по узким граням в вертикальных валках 3.. . . После этого производится про1сатка сляба в системе горизонтальных и вертикальных валков до получения необходимой ширины.. ffpH нереверсивной прокатке (например, в непрерывном стане) исходный сляб 1 с выпуклостью S обжимают в горизонтальных ,. валках 2 с переменным обжатием, увеличивающимся к концевой части сляба за плавного уменьшёййя зазора валков в процессе прокатки ст величины Вц (в головной части) до величины В (в концевой части), а затем прокатывают в вертикальных валках 3 и в последующих клетях. При о.бжатии в горизонтальных валках в концевых областях раската продольная деформедия распределяется пропорционально неравномерному по ширине вь1сотному обжатию, благодаря чему происходит веерообразное уширение переднего и заднего концов. Эффект веерообразного ушИрения на заднем конце выражен в большей степени, чем на переднем. При обжатии по боковым граням в вер тикальных валках 3 величина наката у предварительно обжатого по широкой стороне сляба выражена в меньшей степени, чем у сляба без предварительного обжатия. Это обусловлено, во-первых, наличием дополнительного металла в централь ной части концов, который заполняет воронку наката, во-вторых, выпуклые концы, являясь составной частью передней и задней жесткой зоны, оказывают за мет- нее влияние на уменьшение неравномерного распределения вытяжки по.ширине сляба в областях неустановившегося процесса. Пример. Производят сопоставимую прокатку до конечного плоского сечения 30x108 мМ двух свинцовых образцов начального сечения 30x150 мм с выпуклостью сУ 4 мм. Второй образец предварительно обрезают по широкой стороне на величину выпуклости в горизонтальных валках, Дальнейшая схема прокатки этих двух образцов .одинакова: два пропуска в ящичном калибре по грани.с обжатием Э каждом по 1О мм чередуют с одним прогл ивающим пропуском по широкой грани на гладкой бочке с постоянным мёжвалковым зазором 30 мм. Было произведено три цикла обжатий. Концевую обрезь после двух промежуточных проглаживаний определяют расчетом по reoiметрическйм размерам наката. На полу- ченных конечных полосат после третьего проглаживания образовавшиеся на концах накаты отрезают и взвешивают. Использование предлагаемого способа снижает отходы металла при прокатке выпуклых непрерьшнолитых слябов в системе вертикальных и горизонтальных валков. Снижение торцовой обрезй составляет 58% 27% н 23% соответственно после первого, второго и третьего циклов при одновременном снижении пораженкости слябов поверхностными дефектами. Ф. о р мулаизобретения Способ прокатки непрерьюнояитых : слябов, включающий обжатие сляба по ши рнне и топшине, отличающийся тем, что, с целью уменьшения торцовой обрезй и улучшения. качества поверхности проката, перед обжатием сляба по ширине его центральную часть обжимают до толщины равной толщине боковых кромок, 2k Способ по п. 1, отличающийся тем, что при непрерывном прсадессе прокатку сляба ведут с переменным обжатием по толщине, увеличивающимся к концевой части. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 142387. кл. В 22 D 11/00, 1961. 2.Авторское свидетельство СССР № 172701, кл. В 21 В 1/38, 1962.
В 1
6/2
/
T4J
2.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ горячей прокатки полос и устройство для формирования профильных выступов на торцах заготовок | 1982 |
|
SU1080889A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
Фиг. 2
ГЛ
Фиг.з
