I
Изобретение относится к механической .обработке металлов и может быть использовано при фрезеровке пазов, например, на плоских ключах.
Известны устройства непрерьтного действия для обработки пазов с бесконечным цепным транспортером, несущим приспособленшг для закрепления деталей, и несколькими фрезерными головками, установленными по ходу перемещения деталей 1 .
Для повышения производительности труда при обработке пазов предлагаемый полуавтома снабжен механизмом поочередной подачи фрезерных шпинделей на глубину обработки пазов, выполненным в виде цепей с различными по высоте и количеству звеньями, причем ведущие звездочки цепного транспортера к цепей механизма подачи расположены на одном валу, а нижняя ветвь транспортера размещена над фрезерными головками.
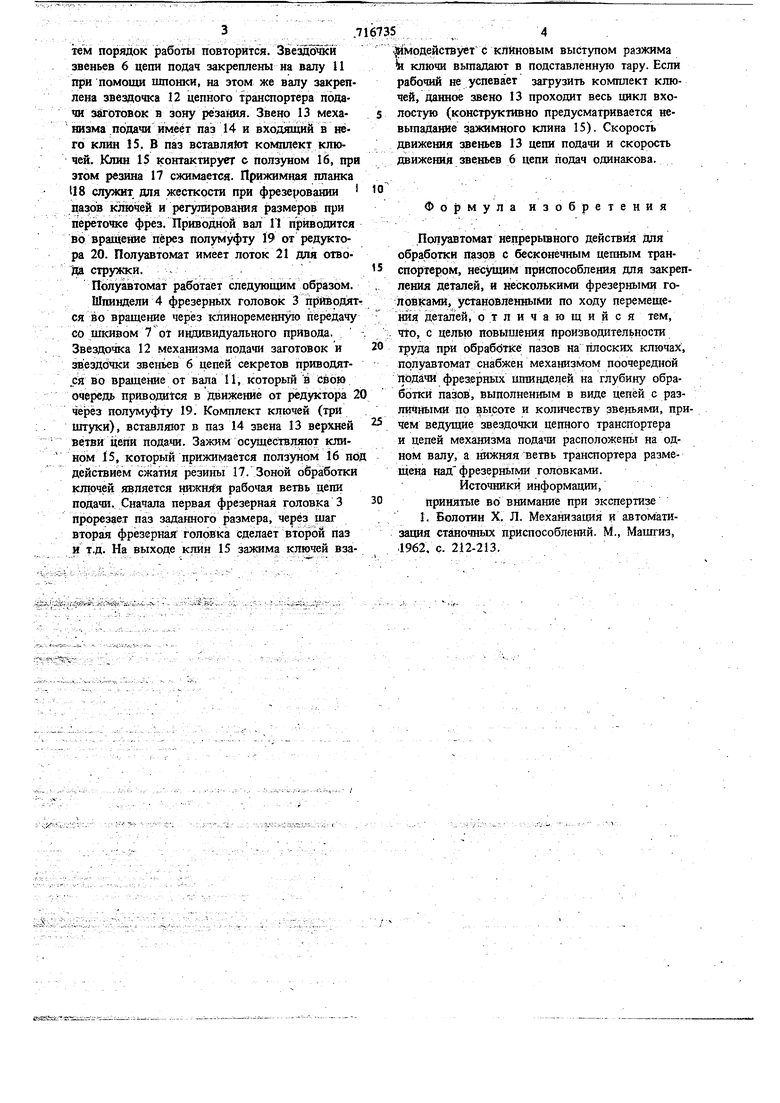
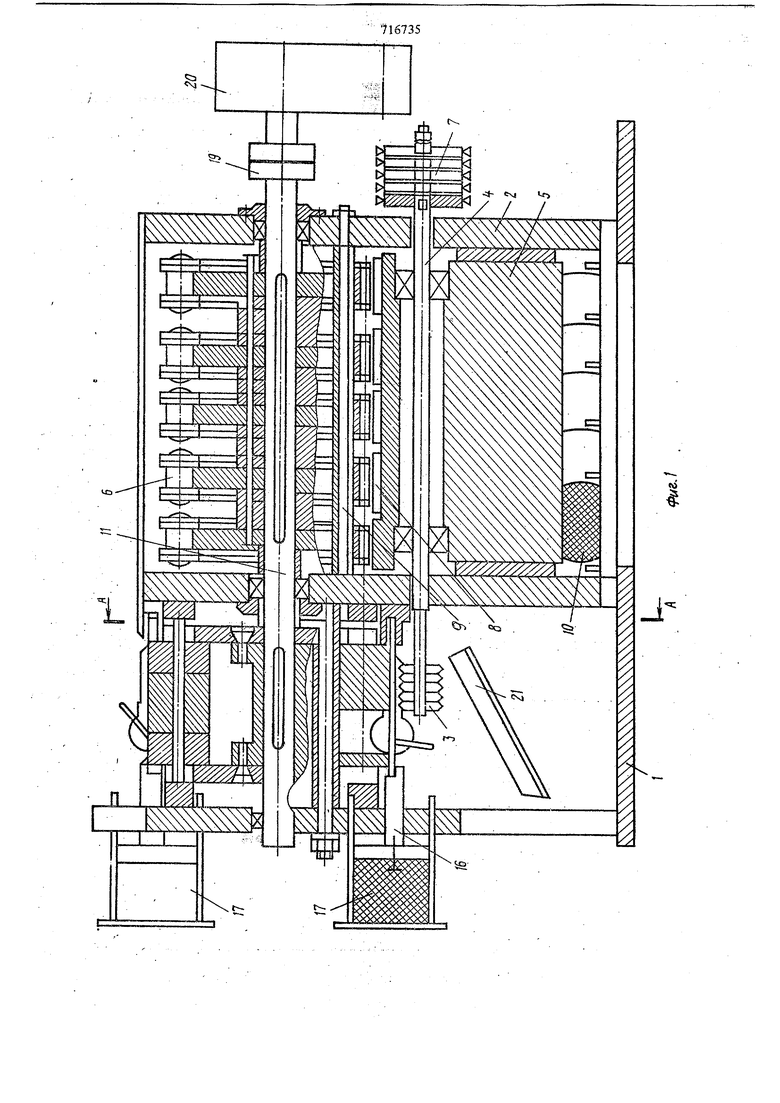
На фиг. I изображен предлагаемый полуавтомат в разрезе по продольной оси; на фиг.2 дан разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2.
Полуавтомат имеет основание 1 с корпусом 2, в котором последовательно в ряд размещены пять фрезерных головок 3, шпиндели 4 которых смонтированы в корпусах 5 прямоугольного сечения .с возможностью перемещения вверх или вниз от звеньев 6 цепи подачи на глубину пазов, отличных по высоте на 0,25 мм Каждый шпиндель щ)иводнтся во вращение от шкива 7 при помощи клиноремешкж передачи Фрезерные головки 3 размещены относительно продольной оси так, что за один проход ключ обрабатывается поочередно всеми фрезами на различную глуб1 1у. Корпуса 5 своей поверхностью 8 контактируют со звеньями 6 цепи подач, которые ограничены от перемещения опорной планйой 9. Корпуса 5 смонтированы с возможностью перемещения за счет сжатия резины 10. Цепь механизма подач первой фрезы имеет десять звеньев, отлнчиных по высоте на 0,25 мм, цепь подач второй фрезы - одиннадцать звеньев, третьей фрезы - двенадцать, четвертой - тринадцать, пятой - четырнадцать звеньев. Отсюда полуавтоматом можно изготовить 230240 комплектов ключей, затем порядок работы повторится. Звездочйй звеньев 6 цепи подач закреплены на валу 11 при помощи шпонки, на этом же валу закреплена звездочка 12 цепного транспортера подачи заготовок в зону резания. Звено 13 механизма подачи имеет паз 14 и входящий в него клин 15. В паз вставляют коАЛшект ключей. Клин 15 контактирует с ползуном 16, при зтом резина 17 сжимается. Прижимная планка 118 служит для жесткости при фрезеровании цазов ключей и регулировадая размеров при переточке фрез. Приводной вал 1 приводится во вращение пёрез полумуфту 19 от редуктора 20. Полуавтомат имеет лоток 21 для отвода струяоси.
Полуавтомат работает следующим образом.
Шпиндели 4 фрезерных головок 3 прИбрдятся во вращеше 4epie3 клиноременную передачу со шкивом 7 от индивидуального привода. Звездочка 12 механизма подачи заготовок и звездЬчки звеньев 6 цепей секретов приводятсй во вращение от вала 11, который и свою очередь приводатся в движение от редуктора 20 через полумуфту 19. Комплект ключей (три штуки), вставляют в паз 14 звена 13 верхней ветви цепи подачи. Зажим осуществляют клином 15, который прижимается ползуном 16 под действием сжатия резины 17. Зоной обработки кл1очей является нижняя рабочая ветвь цепи подачи. Сначала первая фрезерная головка 3 прорезает паз заданного размера, через щаг вторая фрезерная головка сделает второй паз и т.д. На выходе клин 15 зажима ключей вза.рмодействует с клиновым выступом разжима ключи вьшадают в подставленную тару. Если рабочий не успевает загрузить комплект ключей, данное звено 13 проходит весь цикл вхолостую (конструктивно предусматривается невьшадание зажямиото клина 15). Скорость движения звеньев 13 цепи подачи и скорость движения звеньев 6 цепи подач одинакова.
Формула изобретения
Полуавтомат непрерьшного действия Для обработки пазов с бесконечным цепным транспортером, несущим пришособления для закрепления деталей, и несколькими фрезерными головками, установленными по ходу перемещения деталей, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности труда при обраббтКе пазов на плоских ключах, полз автомат снабжен механизмом поочередной подачи фрезерных шпинделей на глубину обработки пазов, выполненным в виде цепей с различными по высоте и количеству звеньями, причем ведущие звездочки цепного транспортера и цепей мехамизма подачи расположены на одном валу, а 1ШЖНЯЯ ветвь транспортера размещена над фрезерн тми головками. Источники информации, принятые во внимание при экспертизе
1. Болотин X. Л. Механизация и автоматизация стаяочных приспособлений. М., Машгиз, ,1962. с. 212-213.
W ///7//7y/7/7y77777//y7/7//7 /y77/7777////
Фиг.2 
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК | 1962 |
|
SU150737A1 |
| Фрезерный станок для прорезания шлицов в головках винтов | 1937 |
|
SU50836A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ ПОПЕРЕК ВОЛОКОН В ДВУХ И БОЛЕЕ ПЛОСКОСТЯХ РАЗЛИЧНЫХ ФОРМ ПОПЕРЕЧНЫХ СЕЧЕНИЙ | 2012 |
|
RU2516781C1 |
| Станок для непрерывного фрезерования | 1990 |
|
SU1726162A1 |
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ДЕРНИНЫ, СТЕРНИ И НЕТОВАРНЫХ ЧАСТЕЙ С КОРНЕЙ В СОЛОДКОВЫХ АССОЦИАЦИЯХ | 2000 |
|
RU2179790C2 |
| Паркетный концеравнитель для обработки торцов дощечек | 1949 |
|
SU89581A1 |
| Манипулирующее устройство | 1985 |
|
SU1301633A1 |
| Устройство для резки криволинейных листовых деталей | 1988 |
|
SU1579656A1 |
| Полуавтомат для зачистки торцев деталей | 1982 |
|
SU1060424A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
J« tlSN i -J---
Вид б
