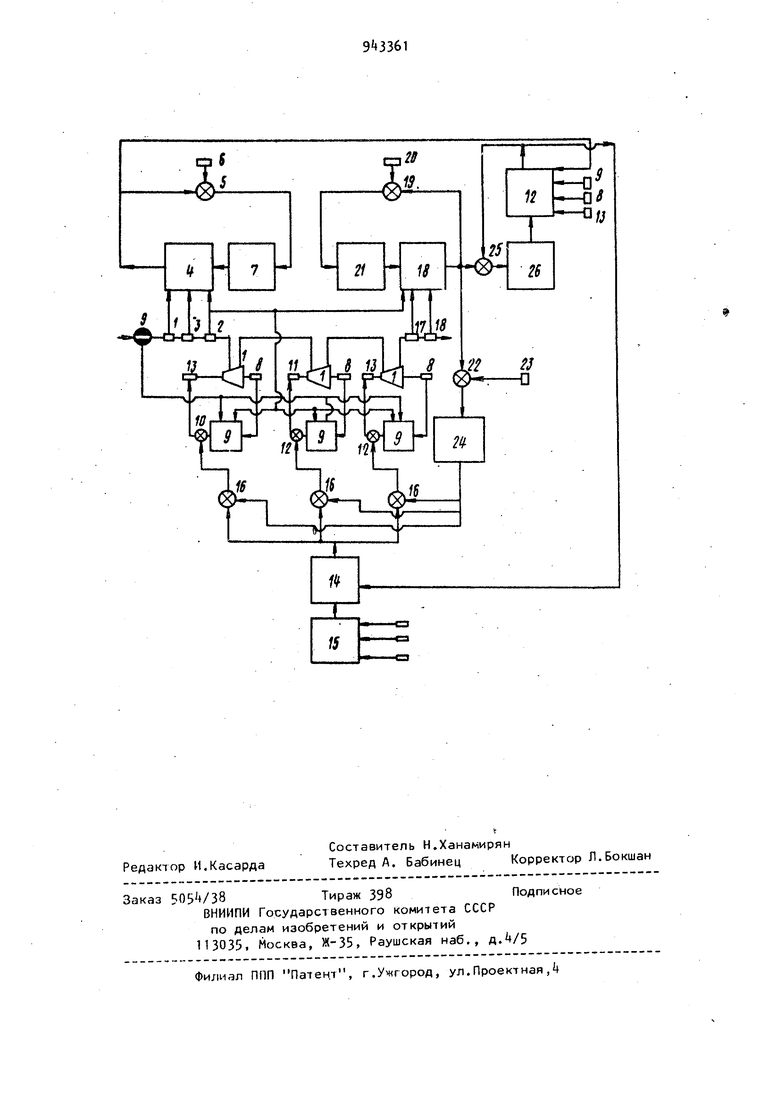
Изобретение относится к целлюлозно-бумажной промышленности и может .быть использовано для управления неп рерывным размолом в процессе подгото ки массы для производства бумаги. Известен способ автоматического управления процессом размола массы, заключаю1чийся в том, что устанавливают значения удельных расходов мощности приводных двигателей, определяют значения MOLHHOCTH , концентрации и расхода размалываемой массы и регулируют удельные расходы мощности приводных двигателей на каждом размалывающем аппарате 11. Однако этот способ не обеспечивает высокую точность управления изза, отсутствия однозначной зависимости между градусом помола массы и удельным расходом мощности. Цель изобретения - повышение точности управления. Эта цель достигается тем, что измеряют температуру и степень погюла на входе и выходе потока размола, определяют удел.ьную нагрузку на кромку ножа, корректируют степень помола на входе и выходе потока по измеренным значениям температуры и концентрации массы, полученные после корректировки значения степени помола периодически калибруют по измеренным значениям степени помола на входе и выходе потока, после этого вычисляют количественную зависимость степени помола шт удельных расходов мощности, удельных нагрузок на кромку ножа данного аппарата и степени помола массы на выходе предыдущего аппарата, по вычисленной количественной зависимости определяют степень помола на выходе каждого госледующего аппарата, а полученное значение коррктируют по калиброванному значению степени помола на выходе /потока, определяют установ ленное .значение степени помола, затем б1тределяют рассогласоёание между 3 калиброванным и установленным значениями степени помола на аыхопе по тока и по величине этого рассогласования , а также по вычисленной количественной зависимости корректируют установленное значение удельны расходов мощности для каждого аппарата. На чертеже представлено устройст во для реализации способа. На входе потока с помощью датчиков 1-3 измеряют температуру, концентрацию и градус оомола массы. Измеренные значения поступают в бло t корректировки измерений помола, в котором производят корректировку степени помолу на входе потока. Ско ректированное значение сравнивают в компараторе 5 с фактической величиной 6 степени помола и в зависимоети от ошибки блок 7 осуществляет калибровку значений входного помола Одновременно с этим сигналы с измерителей 8 мощности, расхода концентрации поступают в блок 9, в котором определяют значение текущего удельного расхода мощности на каждом аппарате. Это значение удель ного расхода мощности сравнивают в компараторе 10 с установленным значением, и по величине бло 11 управления приводом осуществляет изменение присадки каждого аппарата до тех пор, пока текущее значение удельного расхода мощности не станет равным установленному значению. Скорректированное и откалиброван ное значение входного помола с блоI. ка 4 и значения удельного расхода МО111НОСТИ с блоков 9 поступают в бло 12 прогноза степени помола. Туда же поступает информация с измерителей 8 мощности и значения секундной режущей длины 13 каждого аппарата. Блок 12 рассчитывает значения удель наг|рузки на кромку ножа и определяет значение помола массы на выходе каждого последующего аппарата. Про нозируемые значения помола на выход каждого аппарата, определяемые блоком 12, поступают в блок 4, где осуществляется сравнение этих величи с их установленными значениями, определяемыми . в блоке I. В случае рассогласования между установленный и прогнозируемым значением степени помола блок 15 определит для 4 каждого аппарата новое установленное значение удельного расхода мощности, которое через сумматор 16 и компаратор 10 изменит с помощью блока 11 удельный расход мощности так, чтобы прогнозируемая степень помола на выходе каждого аппарата была равна установленному значению. На выходе потока с помощью блоков 17 и 18 измеряют температуру и степень помола массы. Эти измеренные значения вместе со значением концентрации, определяемой датчиком 2, поступают в блок 18 в котором осуществляют корректировку измеренного значения помола массы. Полученное значение сравнивают в компараторе 19 с фактической степенью помола измеренного датчиком 20 и в зависимо.сти от ошибки блок 21 осуществляет калибровку измеренного значения помола Скорректированное и откалиброванное значение степени помола на выходе потока сравнивают в компараторе 22 с установленным значением степени помола датчика 23. По величине ошибки блок 2k корректировки установленного значения удельного расхода мощности через сумматор 1 и компаратор 10 изменит с помощью блока 11 удельный расход мощности на каждом аппарате так, чтобы калиброванное значение степени помола на выходе всего потока было равно установленному значению. Корректировку установленного значения удельного расхода мощности определяют в блоке 2Й по следующей зависимости: , ,V|,In}-o tii -l где ошибка между калиброванным и установленным значения,ми степени помола на выходе всего потока; К. - коэффициент загрузки i-того аппарата; k.- ошибка, компенсируемая i-тым аппаратом; изменение установленного значения удельного расхода мощности на i-том аппарате;d -Р коэффициенты настройки, определяемые при отладке системы. Изменение прогнозируемой степени помола, определяемое в блоке 12, 5 непрерывно сравнивают в компараторе 25 с калибровочным значением степени помола, определяемым в бло ке 17, и если ошибка дрейфа превышает допустимую величину, то в блоке 26 осуществляют корре ктировку. Если произошло целенаправленное изменение производительности потока , то немедленно вслед за этим блоки 17 и 2 скорректируют установленное значение удельного расхода мощности, а блок 11 изменит присадку так, чтобы степе нь помола массы пос ле каждого аппарата и на выходе пот ка не изменилась. Если требуется пе ревести процесс размола массы на новое установленное значение степени помола на выходе потока, или перераспределить установленные значения степени помола на каждом аппарате без изменения степени помола на выходе потока, то блок определения графика размола автоматически рассчитывает установленные значения степени помола после каждого аппарата с учетом заданного количества аппаратов, ограничений на изменение мощности размола и установленного значения степени помола датчика 23 на выходе потока. Эти изменения поступят в блок 17, а за тем И-в блок 2, с помощью которых осуществляют корректировку установленного значения удельного расхода мощности на каждом аппарате. Блок 11 изменит присадку на аппаратах так, чтобы значение степени помола после каждого аппарата и на выходе потока стало равно установленным величинам. Таким образом, предлагаемый спос управления обеспечивает регулирование процесса размола как в стационарных ре химах работы объекта, так и в переходных режимах целенаправленного изменения производительности и качества размола. Формула изобретения Способ автоматического управления процессом размола массы, заключающийся в том, что устанавливают значения удельных расходов мощности приводных двигателей, определяют значения мощности,концентрации и расхода размалываемой массы и регулируют удельные расходы мощности приводных двигателей на каждом размалывающем аппарате, о т л и чающийся тем, что, с целью повышения точности управления, измеряют температуру и степень помола на входе и .выходе потока размола, определяют удельную нагрузку на кромку ножа, корректируют степень помола на входе и выходе потока по измеренным значениям температуры и концентрации массы, полученные после корректировки значения степени помола периодически калибруют по измеренным значениям степени помола на входе и выходе потока, после этого вычисляют количественную зависимость степени помола от удельных расходов мощности, удельных нагрузок на кромку ножа данного аппарата и степени помола массы на выходе предыдущего аппарата, по вычисленной количественной зависимости определяют степень помола на выходе каждого последуюи|его аппарата, а полученное значение корректируют по калиброванному значению степени помола на выходе потока, определяют установленное значение степени помола, затем определяют рассогласование между калиброванным и установленным значениями степени помола на выходе потока и по величине этого рассогласования, а также по вычисленной количественной зависимости корректируют установленное значение удельных расходов мощности для каждого аппарата. Источники информации, принятые во внимание при экспертизе 1. Патент США № , кл. В 02 С 25/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления группой размалывающих аппаратов | 1980 |
|
SU1059040A1 |
| Система автоматического управления процессом размола волокнистой массы | 1981 |
|
SU1017754A1 |
| Способ автоматического управления процессом размола бумажной массы | 1982 |
|
SU1134648A1 |
| Способ автоматического управления процессом размола бумажной массы | 1978 |
|
SU705043A1 |
| Способ автоматического управления потоком массы в последовательно включенных аппаратах непрерывного размола | 1983 |
|
SU1131947A1 |
| Способ определения степени помола бумажной массы | 1976 |
|
SU746005A1 |
| Способ автоматического управления процессом размола бумажной массы | 1978 |
|
SU717199A1 |
| Способ автоматического управления процессом разлома бумажной массы,состоящей из нескольких волокнистых компонентов | 1987 |
|
SU1430437A1 |
| Способ автоматического управления процессом непрерывного размола смеси волокнистых компонентов | 1987 |
|
SU1416581A1 |
| Способ автоматического управления параллельно расположенными размалывающими устройствами | 1978 |
|
SU717200A1 |