Изобретение относится к обработке металлов давлением, а именно к обору дованию, применяемому при производстве гнутых профилей проката и исполь зуемого в валках рабочей клети профил гибочных агрегатов. По основному авт. св. № 625806 известно устройство, в котором ва;лок рабочей клети содержит неподвижно установленную на валу переходную втулку и комплект дисковых профильных элементов, которые снабжены дистанцио ными эле°ментами, а переходная втулка выполнена составной из нескольких втулок, торцовых и промежуточных, при этом торцовые втулки выполнены с фланцами . При формообразовании гнутых про- филей в валках известной конструкций продольное искривление и скручивание формуемого профиля, появляющееся вследствие неравномерности деформаций по длине и поперечпому сечению его, частично устраняется с помощью правильных головок, выводных столов или выводных направляющих проводок. С помощью указанных устройств к профилю прикладываются дополнительные нормальные давления, создающие компенсирующие, изгибающие и скручивающие профиль моменты. При этом дополнительные нормальные давления прикладываются вне очага деформации, т.е. когда формообразование профиля, по существу, закончено, и следовательно, продольное искривление и скручивание не предупреждается, а правится изготовленный профиль, уже имеющий значительное продольное искривление . и скручивание. Это не позволяет в ряде случаев добиться желаемого качества, так как при устранении таких дефектов возможно появление новых. Так,при устранении продольного искривления увеличивается продольное скручивание, и наоборот. Одновременно при устранении дефектов наблюдается появление гофров по кромкам плоских крайних элементов профилей, вызванных потерей устойчивости последних, что требует при.поження больших дополнительных нормальных давлений,. а следовательно, и больших энергозатрат на изготовление профилей. Кроме того, при поштучном изготовлении профилей в валках известной конст- , рукции правка заднего конца профиля невозможна. Следовательно, основным
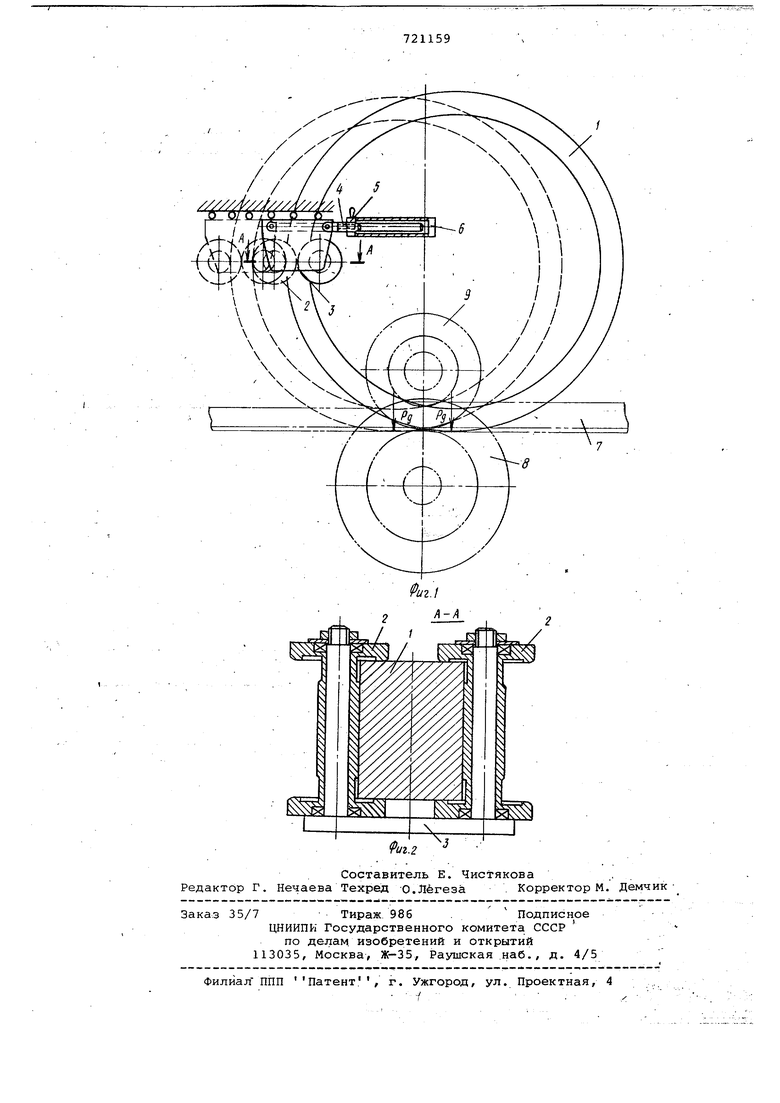
72П59 недостатков известной конструкций яв згяется невозможность, прёДупреждеНИН продольного прогиба и скручивания профиля в процессе его изготовления. Цель изобретения - Улу;чшениё качества профилей путем предупрежде н я продольного прогиба. .. С этой целью в предлагаемой конбтрукции по меньшей мере один из эксцентрично установленных профильных элементов смонтирован с возмож HOcTbro Ттеремещенйя вдоль оси профили ровТния и снабжен приводом этого ремёшения. На фиг, 1 приведена схема формов юл гнутого швеллера в рабочей клети предЛагаемой конструкции; на фиг. 2--fo же, разрез А-А на фиг. 1. КолЁцевой профильный элемент 1, как и в основном изобреГений, имеющий диаметр значительно-больший, чем основной диаметр валков, и эксцент- рй№еУе таШв лейШЙ на переходную втулку рабочих валков, Опирается на бдай из двух роликов 2, охват ывагацих 1иимеющих конфйгурацйю, сЪотвётствующую конфигурации эксцён ричного кольца 1, которые смОйтированы и соединены в блок на кронштей не 3, имеющем в свою очередь скользящую опору в направлении, перпенди кулярном к осевой плоскости валков, и пёрёмещаемым в направлении, --Гнапримёр, с помощью пары винт 4 - faftKa 5, закрепленной с возможностью вр&щения в цилиндре 6, жёстко связан ного Со станиной клети. При заготовка 7 проходит между элементами нижнего 8 и верхне jrp 9 валков. В связи с неоднородностью деформации по длине профиля за готовка 4 ийёёт продольное йёкрйвление, наприме, в ст6р0нУ вёрх нё 6 валка. Для компенсации э.того искрив ления кольцевой элемент1, имеющий максимальный диаметр в 2,9 раза боль ше, чем основной диаметр вёрхнето i валка вводится в контакт с заготов кой 7 за Осевой плоскостью валков, для чёго кронштейн 3 с блоком роликОв 2 смещается, парой винт 4 - гайка 5 по. направлению перемещения про филя, «JTO прййоди к-ИрйнХ дйТёЛьному смещению эксцентрично установленного --, с профильного элемента 1 в его плоскости вращё айя в. тоМ же направлении, а следовательно, и смещению за осевую плоскость валков точки приложения дополнительного усилия со стороны элемента 1 к заготовке 7. При этом создается дополнительный изгибающий момент относительно осевой плоскости валков,прикладываемый к профилю в очаг.е деформации и обратный по направлению моменту, продольно изгибающему профиль, что позволяет устранить продольный изгиб профиля в процессе его изготовления. Скручивание профиля, также появляющееся вследствие неравномерности деформаций отдельных элементов профиля 7, устраняется введением по крайней мере двух элементов 1 в контакт с заготовкой 7 по обе стороны от осевой плоск.ости валков, при этом к профилю 7 прикладывается дополнительныйкрутящий момент,.обратный по знаку моменту, скручивающему профиль. Согласно данным опытной проверки предлагаемое изобретение по сравнению с прототипом обеспечивает улучшение качества профилей за счет приложения в очаге деформации дополнительнбго компенсирукхдего усилия со стороны эксцентрично расположенных профильных элементов,- смещаемых в-плоскости вращения в направлении, определяемом моментом, скручивающим или изгибающим профиль, что позволяет предупредить продольное искривление (было свыще 5 мм на 1 м длины профиля) или скручивание профиля (было 1,5 на 1 м длины) в процессе его формообразования. . Формула изобретения Валок рабочей клети по авт.св. № 625806,о т .л и ч а ю щ и и с я .тем, что, с целью улучшения качества профилей путем предупреждения продольного прогиба, по меньшей ме-рё один из; эксцентрично установленных профильных элементов смонтирован с возможностью перемещения вдоль оси профилирования и снабжен приводом этого перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых про-филЕй пРОКАТА | 1977 |
|
SU795620A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Валок рабочей клети | 1979 |
|
SU854503A2 |
| Валок рабочей клети | 1977 |
|
SU625806A1 |
| Клеть профилегибочного стана | 1977 |
|
SU763020A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Валок рабочей клети профилегибочного стана | 1981 |
|
SU986540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1344458A1 |
П555КайИ 1Л :;
..-.T Sii iSft-fegJcvi r;
