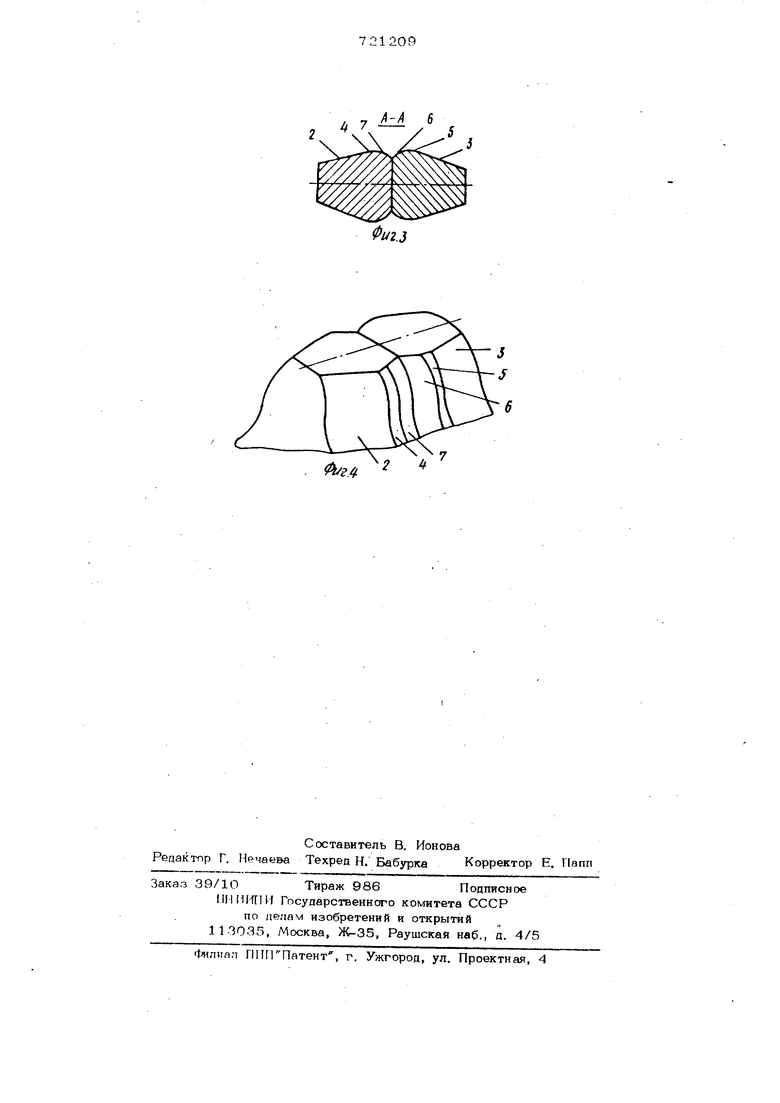
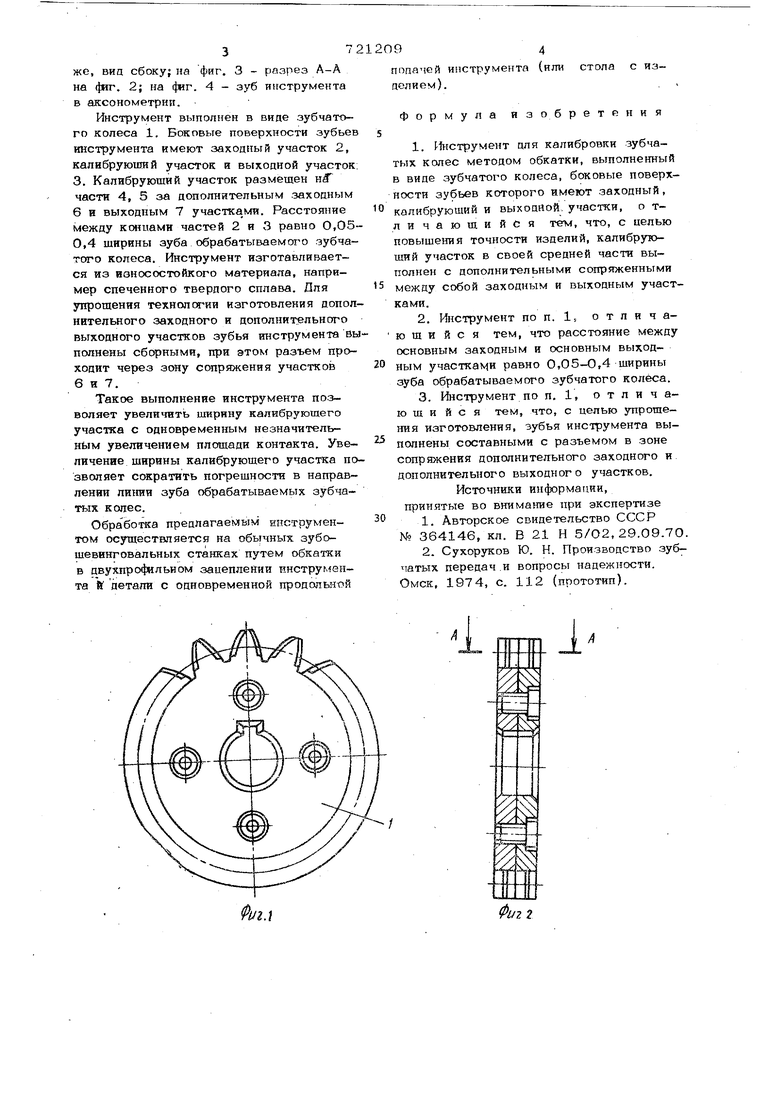
же, виц сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - зуб инструмента в аксонометрии. Инструмент выполнен в виде зубчатого колеса 1. Боковые поверхности зубьев инструмента имеют заход 1ый участок 2, калибрующий участок и выходной участок 3. Калибрующий участок размещен н части 4, 5 за дополнительным .захоцным 6 и выходным 7 участка ми. Расстояние между концами частей 2 и 3 равно О,05 0,4 ширины зуба обрабатыЕ1аемого зубчатого Колеса. Инструмент изготавливается из износостойкого материала, например спеченного твердого сплава. Для Згпрощения технолсгии изготовления допол нительного захоцного и дополнительного выходного участков зубья инструмента вы полнены сборными, при этом разъем прохоцит через зону сопряжения участков 6 и 7. Такое выполнение инструмента позволяет увеличить ширину калибрующего участка с одновременным незначительным увеличением площади контакта. Увеличение ширины калибрующего участка по зволяет сократить погрешности в направления линии зуба обрабатываемых зубчатых колес. O6pa6oTita предлагаемым инструментом осуществляется на обычных зубошевинговальных станках путем обкатки в цвухпрофильном зацеплении инструмента К детали с одновременной продольнх й 7 94 пппачей инструмента (или стола делием). Формула изобретения 1. Инструмент для калибровки зубчатых колес методом обкатки, выполненный в виде зубчатого колеса, боковые поверхности зубьев которого имеют заходный, калибрующий и выхоайой. участки, о тличающийся тем, что, с целью повышения точности изделий, калибрующий участок в своей средней части выполнен с дополнительными сопряженными между собой заходным и выходным участками. 2.Инструмент по п. 1, о т л и ч аю ш и и с я тем, что расстояние между основным заходным и основным выходным участками равно 0,05-0,4 ширины зуба обрабатываемого зубчатого колёса. 3.Инструмент по п. 1, о т л и ч аю щ и и с я тем, что, с целью Зпрошения изготовления, зубья инструмента выполнены составными с разъемом в зоне сопряжения дополнител ьного заходного и дополнительного выходного участков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 364146, кл. В 21 Н 5/02,29.09.70. 2.Сухорукое Ю. Н. Производство зубчатых передач.и вопросы надежности. Омск, 1974, с. 112 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки рабочих поверхностей зубьев зубчатых колес | 1987 |
|
SU1558542A1 |
| Дисковой инструмент для обкатки зубьев зубчатых колес | 1980 |
|
SU869924A1 |
| Инструмент для накатки цилиндрических зубчатых колес | 1977 |
|
SU680796A1 |
| Зубчатый обкатной инструмент | 1981 |
|
SU963657A1 |
| Инструмент для чистового обкатываниязубчАТыХ КОлЕС | 1979 |
|
SU821011A1 |
| Рейка для накатывания зубьев зубчатых колес | 1975 |
|
SU560686A1 |
| Дисковый обкатник | 1984 |
|
SU1276408A2 |
| Инструмент для обкатки зубчатых колес | 1989 |
|
SU1616749A1 |
| Зубчатый обкатной инструмент | 1980 |
|
SU893360A1 |
| Инструмент для накатывания зубчатых профилей | 1979 |
|
SU946760A1 |