1
Изобретение относится к обработке металлов давлением и может быть использовано при получении изделий из преимущественно алюминиевых и магниевых сплавов путем горячей объемной изотермической штамповки.
Известно устройство пля горячей изотермической штамповки, состоящее из штампа, выполненного в вице поавижной и неподвижной частей, каждая из которых содержит опорную плиту, установленный на ней окруженный теплоизоляционным кожухом корпус с нагревателями и закрепленной в нем рабочей вставкой, а также пневматического средства очистэси рабочих вставсж, вып(эпненного в виде расположенной между последними с возможностью перемещения относительно них трубы с сопловыми насадками, связанной посредством трубопровода с источником сжатого газа через запорный и управляющий клапаны flj.
Эта труба с сопловыми насадками вводится в пространство между рабочими
вставками при раскрытии штампа и служит для очистки рабочей поверхности штампа посредством обдува сжатым газом.
Недостаток известного устройства заключается в низкой производительности штамповки ввиду того, что при очистке сжатым воздухом комнатной температуры нарушается температурный режим штамповки из-за охлаждения рабочих вставок. Для восстановления температурного режима требуются регулярные перерывы в работе, снижающие производительность. Захолаживание рабочих вставок при обпуве понижает КПД нагрева.
Цель изобретения - повышение производительности штамповки.
Это достигается тем, что в предлагаемой конструкции пневматическое ср пство очистки снабжено на участке между запорным и управляющим клапанами послгаовательно ycтatювлeнными обратным юшпаном, ресиверным объемным компенсатороч1
372
и теплообменником, размещенным между теплоизоляционным кожухом и корпусом.
Труба с сопловыми насааклми может быть шарнирно прикреплена к одной из опорных плит, с возможностью поворота вокруг вертикальной и горизонтальной осей.
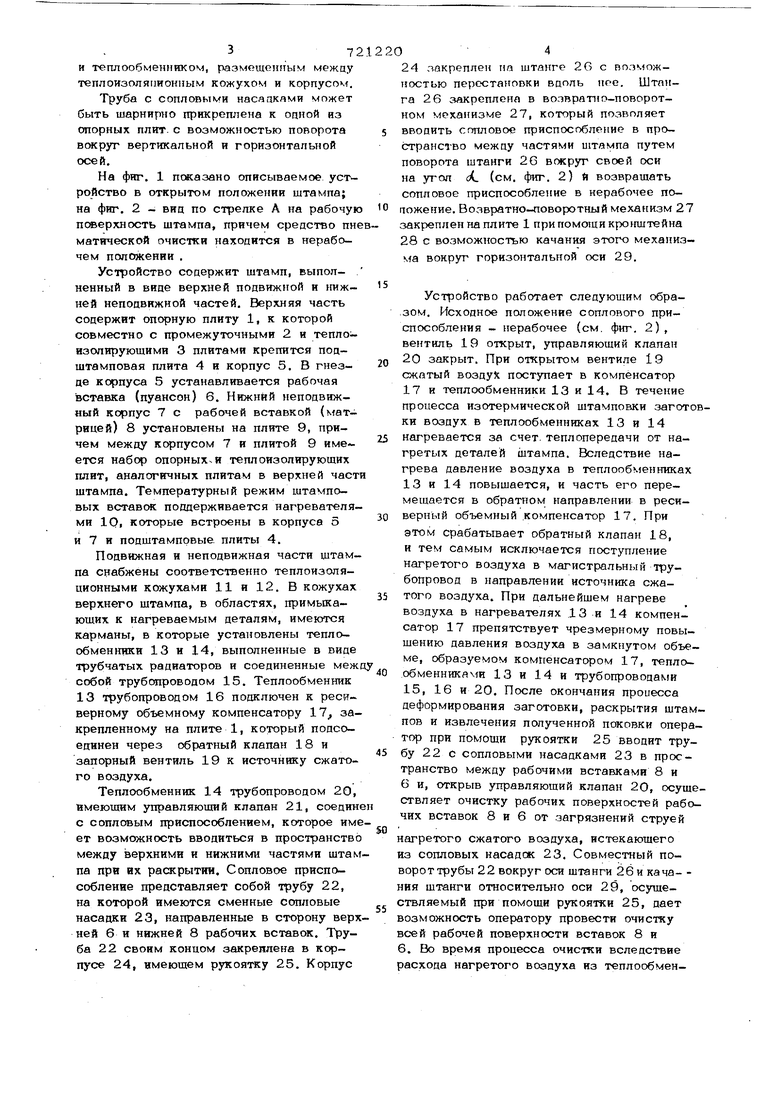
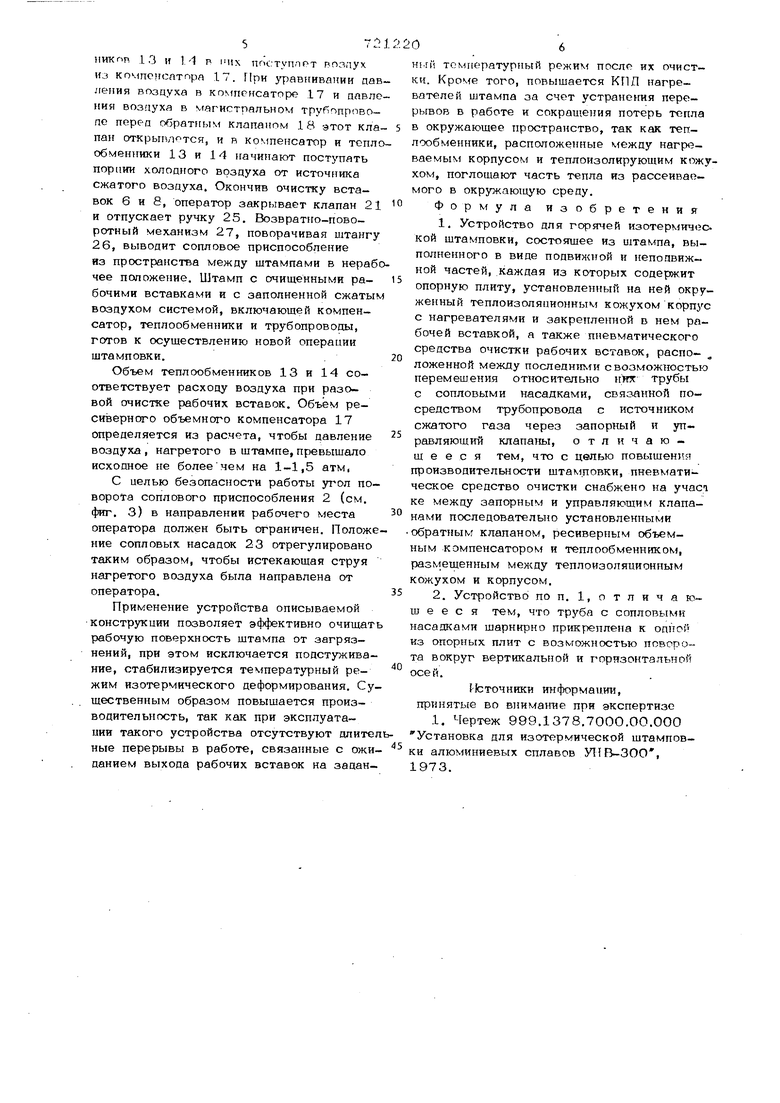
На фиг. 1 показано описываемое устройство в открытом положении штампа; на фиг. 2 - виц по стрелке А на рабочую поверхность штампа, причем средство пнематической очистки находится в нерабочем положении .
Устройство содержит штамп, выпол- ненный в виде верхней подвижной и нижней неподвижной частей. Верхняя часть содержит опорную плиту 1, к которой совместно с промежуточными 2 и теплоизолирующими 3 плитами крепится подштамповая плита 4 и корпус 5. В гнезде корпуса 5 устанавливается рабочая вставка (пуансон) 6. Нижний неподвижный корпус 7 с рабочей вставкой (матрицей) 8 установлены на плите 9, причем между корпусом 7 и плитой 9 име-ется набор опорных-и теплоизолирующих плит, аналогичных плитам в верхней част штампа. Температурный режим штамповых вставок поддерживается нагревателями lOi которые встроены в корпуса 5 и 7 и подштампрвые. плиты 4.
Подвижная и неподвижная части штампа снабжены соответственно теплоизоляционными кожухами 11 и 12. В кожухах верхнего штампа, в областях, примыкающих к нагреваемым деталям, имеются карманы, в которые установлены теплообменники 13 и 14, выполненные в виде трубчатых радиаторов и соединенные меж собой трубопроводом 15. Теплообменник 13 трубопроводом 16 подключен к ресиверному объемному компенсатору 17 закрепленному на плите 1, который подсоединен через обратный клапан 18 и запорный вентиль 19 к источнику сжатого воздуха.
Теплообменник 14 трубопроводом 20, имеющим управляющий клапан 21, соедин с сопловым приспособлением, которое имеет возможность вводиться в пространство между верхними и нижними частями штампа при их раскрытии. Сопловое приспособление представляет собой трубу 22, на которой имеются сменные сопловые насадки 23, направленные в сторону верхней 6 и нижней 8 рабочих вставок. Труба 22 своим концом закреплена в корпусе 24, имеющем рукоятку 25. Корпус
204
24 закреплен гш штянге 2С с возможностью перестановки вдоль ное. Штпнга 26 закреплена в возвратно-поворотном механизме 27, который позволяет 5 вводить сгтпловое приспособление в пространство между частями штампа путем поворота штанги 26 всжруг своей оси на угол сК. (см. фиг. 2) и возвращать сопловое приспособление в нерабочее по0 пожение. Возвратно-поворотный механизм 27 закреп лен на плнте 1 при помощи кpo шJтeйнa 28 с возможностью качания этого механизsfa вокруг горизонтальной оси 29.
Устройство работает следующим образом. Исходное положение соплового приспособления - нерабочее (см. фиг. 2), вентиль 19 открыт, управляющий клапан
0 20 закрыт. При открытом вентиле 19 сжатый воздух поступает в компенсатор 17 и теплообменники 13 и 14. В течение процесса изотермической штамповки заготовки воздух в теплообменниках 13 и 14
5 нагревается за счет, теплопередачи от нагретых деталей штампа. Вследствие нагрева давление воздуха в теплообменниках 13 и 14 повышается, и часть его перемещается в обратном направлении в реси-
0 верный объемный компенсатор 17. При этом срабатывает обратный клапан 18, и тем самым исключается поступление нагретого воздуха в магистральный трубопровод в направлении источника сжа5 того воздуха. При дальнейшем нагреве воздуха в нагревателях 13 и 14 компенсатор 17 препятствует чрезмерному повышению давления воздуха в замкнутом объеме, образуемом компенсатором 17, теплои0 обменникамн 13 и 14 и трубопроводами 15, 16 и 20. После окончания процесса деформирования заготовки, раскрытия штампов и извлечения полученной поковки оператор при помощи рукоятки 25 вводит тру5 бу 22 с сопловыми насадками 23 в пространство между рабочими вставками 8 и 6 и, открыв управляющий клапан 2О, осуществляет очистку рабочих поверхностей рабочих вставок 8 и 6 от загрязнений струей
нагретого сжатого воздуха, истекающего
из сопловых насадок 23. Совместный поворот трубы 22 вокруг оси штанги 26и кача- ния штанги относительно оси 29, осуществляемый при помощи рукоята:и 25, дает возможность оператору провести очистку всей рабочей поверхности вставок 8 и 6. Во время процесса очистки вследствие расхода нагретого воздуха из теплообмен- 11ИКПП 13 и 1-1 Р IMIX ПОС.ТУППРТ ВПЗЛУХ из компенсатора 17. При уравнивании аа ления воздуха в KosfnencaTope 17 и ппвл ния возпуха в магистральном трубппровопо перед обратн1,1м клапаном 18 этот кла пан открывдпотся, и в компенсатор и тепл обменники 13 и 14 начинают поступать порции холодного воздуха от источника сжатого воздуха. Окончив очистку вставок 6 и 8, оператор закрывает клапан 2 и отпускает ручку 25. Возвратно-поворотный механизм 27, поворачивая штангу 26, выводит сопловое приспособление из пространства между штампами в нераб чее положение. Штамп с очищенными рабочими вставками и с заполненной сжаты воздухом системой, включающей компенсатор, теплообменники и трубопроводы, готов к осуществлению новой операции штамповки. Объем теплообменников 13 и 14 соответствует расходу воздуха при разовой очистке рабочих вставок. Объем ре- сиверного объемного компенсатора 17 определяется из расчета, чтобы давление воздуха , нагретого в штампе, превышало исходное не болеечем на 1-1,5 атм, С целью безопасности работы по ворота соплового приспособления 2 (см. фиг. 3) в направлении рабочего места оператора должен быть ограничен. Полож ние сопловых насадок 23 отрегулировано таким образом, чтобы истекающая струя нагретого воздуха была направлена от оператора. Применение устройства описываемой конструкции позволяет эффективно очищат рабочую поверхность штампа от загрязнений, при этом исключается подстужива ние, стабилизируется температурный режим изотермического деформирования. Су щественным образом повышается производительность, так как при эксплуатации такого устройства отсутствуют длите ные перерывы в работе, связанные с ожи данием выхода рабочих вставок на задан ый температурный режим после их очисти. Кроме того, повыщается КПЛ нагревателей штампа за счет устранения переывов в работе и сокращения потерь тепла в окружающее пространство, так как теплообменники, расположенные между нагреваемым корпусом и теплоизолирующим кожухом, поглощают часть тепла из рассеиваемого в окружающую среду. Формула Изобретения 1.Устройство для горячей изотермичес. кой штамповки, состоящее из штампа, выполненного в виде подвиж1юй и непопвиж ной частей, каждая из которых содержит опорную плиту, установленный на ней окруженный теплоизолянионнык кожухом корпус с нагревателями и закрепленной в нем рабочей вставкой, а также пневматического средства очистки рабочих вставок, расположенной между последними с возможностью перемещения относительно HWr трубы с сопловыми насадками, связанной посредством трубопровода с источником сжатого газа через запорный и управляющий клапаны, отличающееся тем, что с целью повыщения производительности штамповки, пневматическое средство очистки снабжено на учас ке между запорным и управляющим клапанами последовательно установленными обратным клапаном, ресиверным объемным компенсатором и теплообменником, размещенным между теплоизоляционным кожухом и корпусом. 2.Устройство по п. 1, о т л и ч а юш е е с я тем, что труба с сопловыми иасагжами щарнирно прикреплена к одной из опорных плит с возможностью повсрота вокруг вертикальной и горизонтальной осей. {-Ьточники информации, принятые во виимагше при экспертизе 1. Чертеж 999.1378.7000.00.000 Установка для изотермической штамповки алюминиевых сплавов УИВ-ЗОО, 1973.
фи8.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061902A2 |
| Штамп для горячей изотермической штамповки | 1977 |
|
SU727304A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НЕФТЕСОДЕРЖАЩИХ И СТОЧНЫХ ВОД | 2008 |
|
RU2394773C1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |


