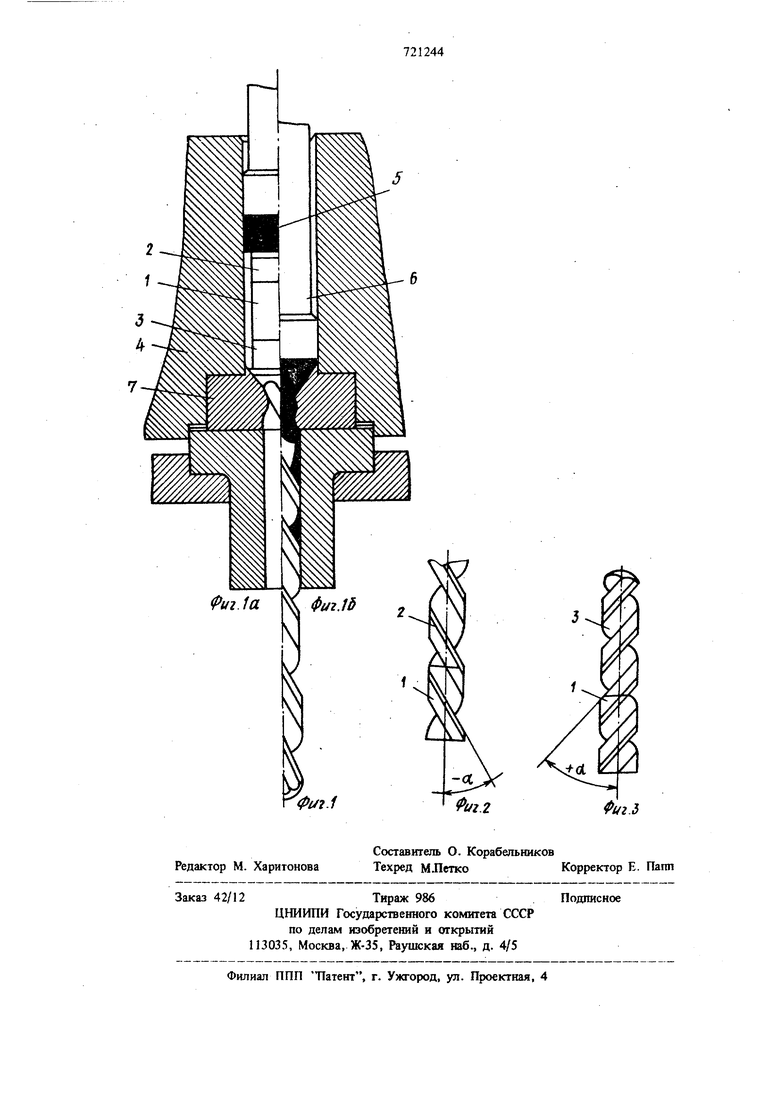
Изобретение относится к обработке метал лов давлением и может быть использовано в инструментальном производстве при изготовлении концевых режущих инструментов выдавливанием. Известен способ изготовления концевых реж щих инструментов, включающий в себя торцовую сварку заготовок из пластинчатой и быстр режущей стали и последующее выдавливание сварного полуфабриката 1. Недостатком гакого способа является невысокое качество изделий ввиду образования дефектов на переднем конце вьщавленного инструмента. Известен также способ изготовления концевых режущих инструментов, например фрез, позволяющий повысить качество изделий, вклю чающий в себя сварку по торцам заготовки из пластичной стали и заготовки из быстрорежущей стали и последующее прямое вьщавливакие полученного сварного полуфабриката без пресс-остатка, причем полученную из быстрорежущей стали часть полуфабриката (2). Недостатками такого способа являются невысокая производительность и в ряде случаев невысокая точность изделий. Кроме того, для изготовления правосторонних и левосторонних винтовых инструментов требуются разлнчные матрицы, что является неудобным в зксплуатацни и такхсе снижает производительность. Целью изобретения является повыщение производительности и точности изделий. Поставленная цель достигается тем, что до вьщавливания к свободному торцу заготовки из быстрорежущей стали дополнительно приваривают торцом еще одну заготовку из пластичной стали, после выдавливания полуфабрикат разрезают поперек на две половины. Таким образом, за один рабочий ход пресса получают два изделия, а в случае выдавливания полуфабриката через винтовую матрицу - один из инструментов, например фрез, после разрезки выдавленного полуфабриката имеет правосторонний винтовой прюфиль, а другой -- левосторонний. На фиг. представлена схема процесса вьгдавливання (на фиг. 1 а показан момент начала
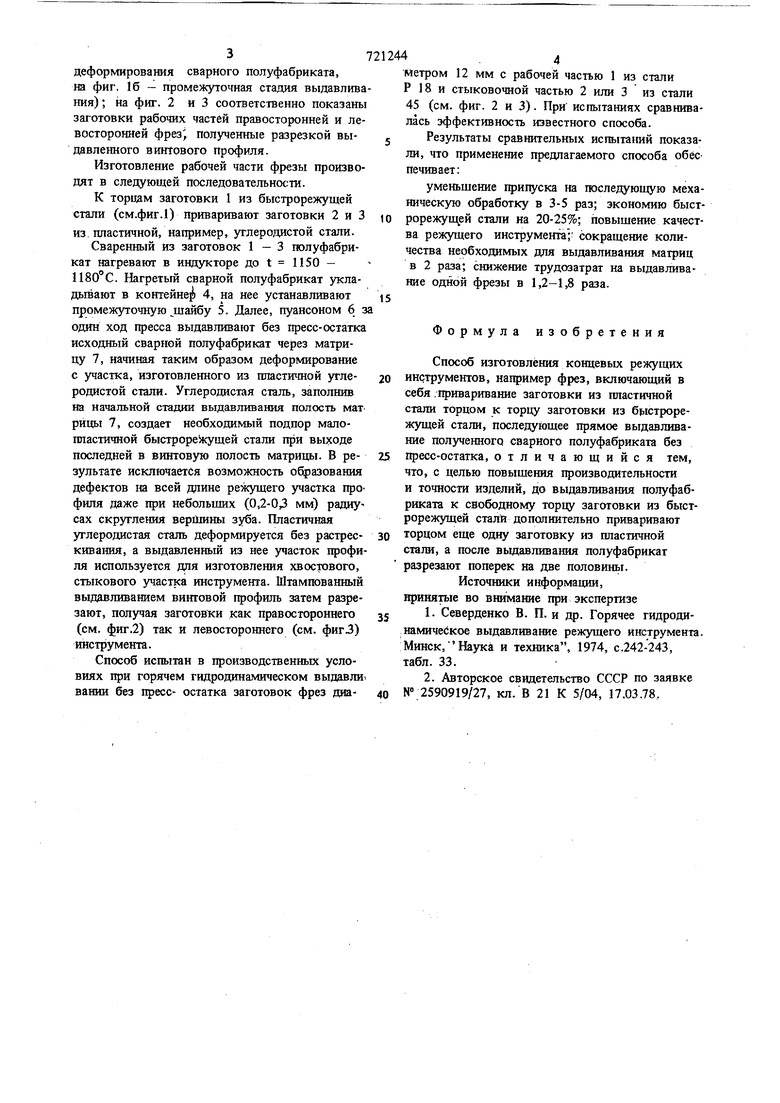
деформирования сварного полуфабриката, на фиг. 16 - промежуточная стадия выдавливания) ; на фиг. 2 и 3 соответственно показаны заготовки рабочих частей правосторонней и левосторонней фрез полученные разрезкой выдавле1шого винтового профиля.
Изготовление рабочей части фрезы производят в следующей последовательности.
К торцам заготовки 1 из быстрорежущей стали (см.фиг.1) приваривают заготовки 2 и 3 из. пластичной, например, углеродистой стали.
Сваренный из заготовок 1-3 полуфабрикат нагревают в индукторе до t 1150 - 1180°С. Нагретый сварной полуфабрикат укладывают в контейнер 4, на нее устанавливают промежуточную щайбу 5. Далее, пуансоном 6 за один ход пресса выдавливают без пресс-остатка исходный сварной полуфабрикат через матрицу 7, начиная таким образом деформирование с участка, изготовленного из пластичной углеродистой стали. Углеродистая сталь, заполнив на начальной выдавливания полость мат рицы 7, создает необходимый подпор малопластичной быcтpope кyщeй стали при выходе последней в винтовую полость матрицьь В результате исключается возможность образования дефектов на всей длине режущего з астка прО филя даже при небольших (0,2-03 мм) радиусах скругления вершины зуба. Пластичная углеродистая сталь деформируется без растрескивания, а выдавленный из нее участок профиля используется дня изготовления хвостового, стыкового участка инструмента. Штампованный выдавливанием винтовой профиль затем разрезают, получая заготовки как правостороннего (см. фиг.2) так и левостороннего (см. фигЗ) инструмента.
Способ испытан в производственных условиях при горячем гидродинамическом выдавливашш без пресс- остатка заготовок фрез днаметром 12 мм с рабочей частью 1 из стали Р 18 и стыковочной частью 2 или 3 из стали 45 (см. фиг. 2 и 3). При испытаниях сравнивалась эффективность известного способа.
Результаты сравнительных испыта1шй показали, что применение предлагаемого способа обес печивает:
уменьшение припуска на последующую механическую обработку в 3-5 раз; зкономию быстрорежущей стали на 20-25%; повышение качества режущего инструмеггга; сокращение количества необходимых для выдавливания матриц в 2 раза; снижение трудозатрат на выдавливание одной фрезы в 1,2-1,8 раза.
Формула изобретения
Способ изготовления концевых режущих инструментов, нащ)имер фрез, включающий в себя .приваривание заготовки из пластичной стали торцом к торцу заготовки из быстрореж)ацей стали, последующее прямое выдавливание полученного сварного полуфабриката без пресс-остатка, отличающийся тем, что, с целью повышения производительности и точности изделий, до выдавливания полуфабриката к свободному торцу заготовки из быстрорежущей стали дополнительно приваривают торцом еще одну заготовку из пластичной стали, а после вьщавливания полуфабрикат разрезают поперек на две половиньь
Источники информации, принятые во внимание при экспертизе
1.Северденко В. П. и др. Горячее гидродинамичеЬкое выдавливание режущего инструмента Минск,Наука и техника, 1974, с.242-243, табл. 33.
2.Авторское свидетельство СССР по заявке N 2590919/27, кл. В 21 К 5/04, 17.03.78.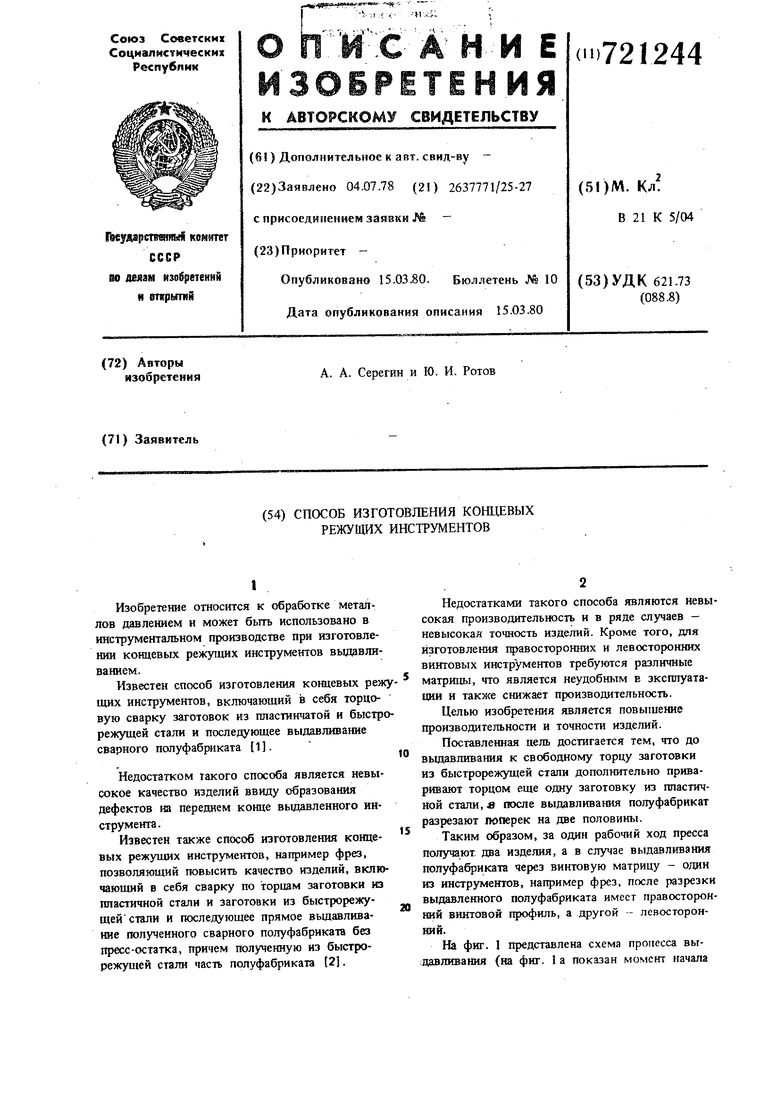
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущих инструментов | 1981 |
|
SU1009601A2 |
| Способ изготовления режущих инструментов | 1983 |
|
SU1123789A1 |
| Состав массы для изготовления смазочных шайб | 1981 |
|
SU986536A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ изготовления биметаллических изделий | 1977 |
|
SU659345A1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
| Способ изготовления режущего инструмента | 1979 |
|
SU1065072A1 |
| Способ изготовления заготовок биметаллического инструмента | 1988 |
|
SU1675016A1 |
| Состав массы для изготовленияСМАзОчНыХ шАйб | 1979 |
|
SU814507A1 |
| Способ изготовления заготовки для режущего инструмента | 1981 |
|
SU1009678A1 |