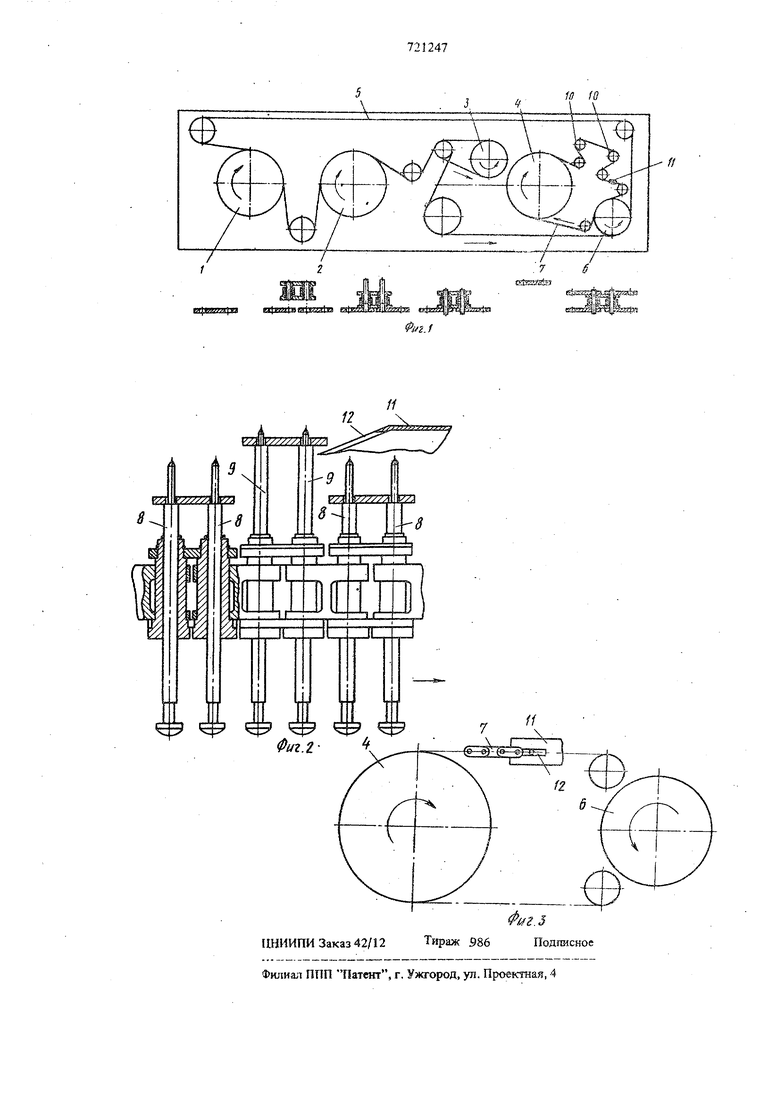
валики собираемой цепи. Ротор 4 питания и рабошй ротор 6 огибает дополнительтш цепной транспортер 7 1шта}шя пластинами, снабжешшш парными комплектами ступенчатых ипырей 8 с поверхностью приема на уровне
русла выдачи пластин в рабочий ротор 6 и ступенчатыми штьфями 9 с поверхностью приема выше этого русла. Транспортер 7 огибает проМежуточные звездочки 10, которые позволяют выполнять длину цепи равной или кратной
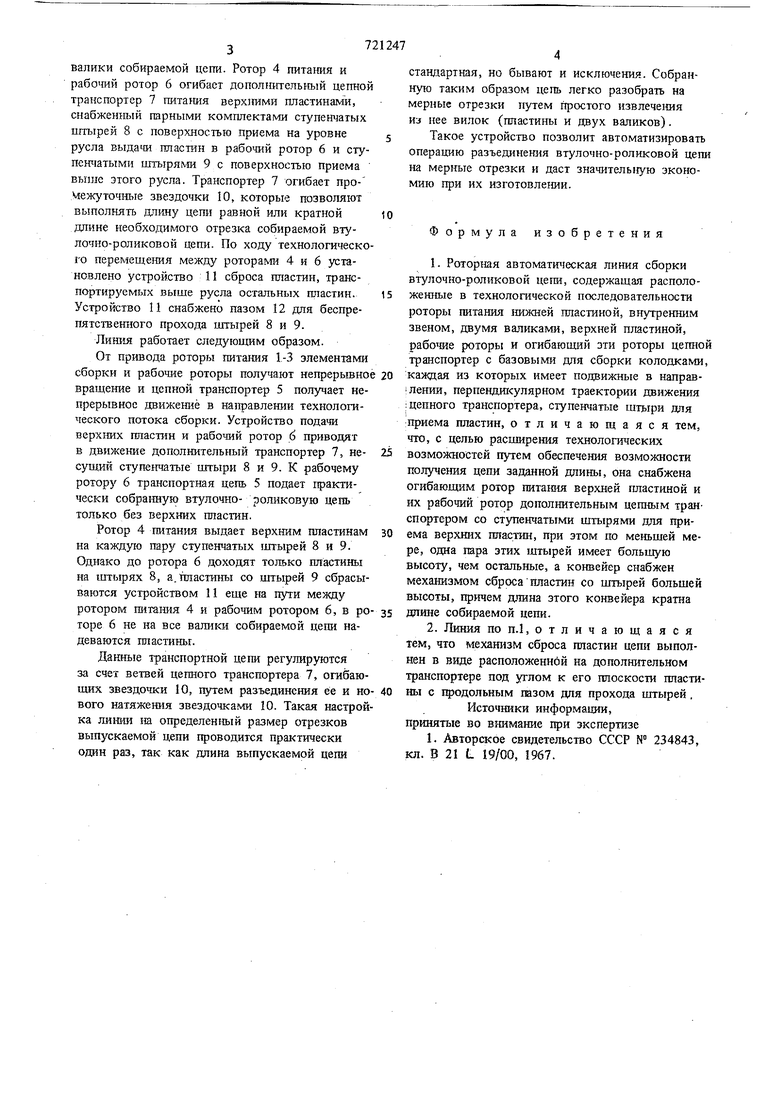
длине необходимого отрезка собираемой втулочно-роликовой цепи. По ходу технологического перемещения между ротор ам1 4 и 6 установлено устройство 11 сброса пластин, транспортируемых выше русла остальных пластин. Устройство 11 снабжено пазом 12 для беспрепятственного прохода штырей 8 и 9. Линия работает следующим образом. От привода роторы питания 1-3 элементами сборки и рабочие роторы получают непрерывно вращение и цепной транспортер 5 получает непрерывное движение в направлении технологического потока сборки. Устройство подачи Bepxifflx roiacTiiH и рабочий ротор 6 приводят в движение дополнительный транспортер 7, несущий ступенчатые штыри 8 и 9. К рабочему ротору 6 транспортная цепь 5 подает практически собранную втулочно- роликовую цепь только без верхних пластин.
Ротор 4 питания выдает верхним пластинам на каждую пару ступенчатых штырей 8 и 9. Однако до ротора 6 доходят только пластины на штырях 8, а. тшастршь со штырей 9 сбрасываются устройством 11 еще на пути между ротором питания 4 и рабочим ротором 6, в ро торе б не на все валики собираемой цепи надеваются гошстины.
Данные транспортной цегм регулируются за счет ветвей цепного транспортера 7, огибающих звездочки 10, путем разъединения ее и но вого натяжения звездочками Ш. Такая настройка лишо на определенный размер отрезков выпускаемой цепи проводится практически один раз, так как длина выпускаемой цепи
стандартная, но бывают и исключения. Собранную таким образом цепь легко разобрать на мерные отрезки путем простого извлечения из нее вилок (пластины и двух валиков).
Такое устройство позволит автоматизировать операцию разъединения втулочно-роликовой цепи на мерные отрезки и даст значительную экономию при их изготовлегши.
Формула изобретения
1.Роторная автомати1 еская линия сборки втулочно-роликовой цепи, содержащая расположенные в технологаческой последовательности роторы питания шжней пластиной, внутренним звеном, двумя валиками, верхней пластиной, рабочие роторы и огибающий эти роторы цепно транспортер с базовыми для сборки колодками каждая из которых имеет подвижные в направi Ленин, перпендикулярном траектории движения : цепного Т15анспортера, ступенчатые штыри для :Приема пластин, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения возможности получения цепи заданной длины, она снабжена огибающим ротор питания верхней пластиной и их рабочий ротор дополнительным цепным транспортером со ступенчатыми штырями для приема верхних пластин, при этом по меньшей мере, одна пара этих штырей имеет большую высоту, чем остальные, а конвейер снабжен меха1шзмом сбросапластин со штырей большей высоты, причем длина этого конвейера кратна длш1е собираемой цепи.
2.Линия по П.1, отличающаяся тем, что механизм сброса пластин цепи выполнен в виде расположенной на дополнительном транспортере под углом к его плоскости пластины с гцюдольным тзом для прохода штырей ,
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 234843, кл. В 21 (. 19/00, 1967.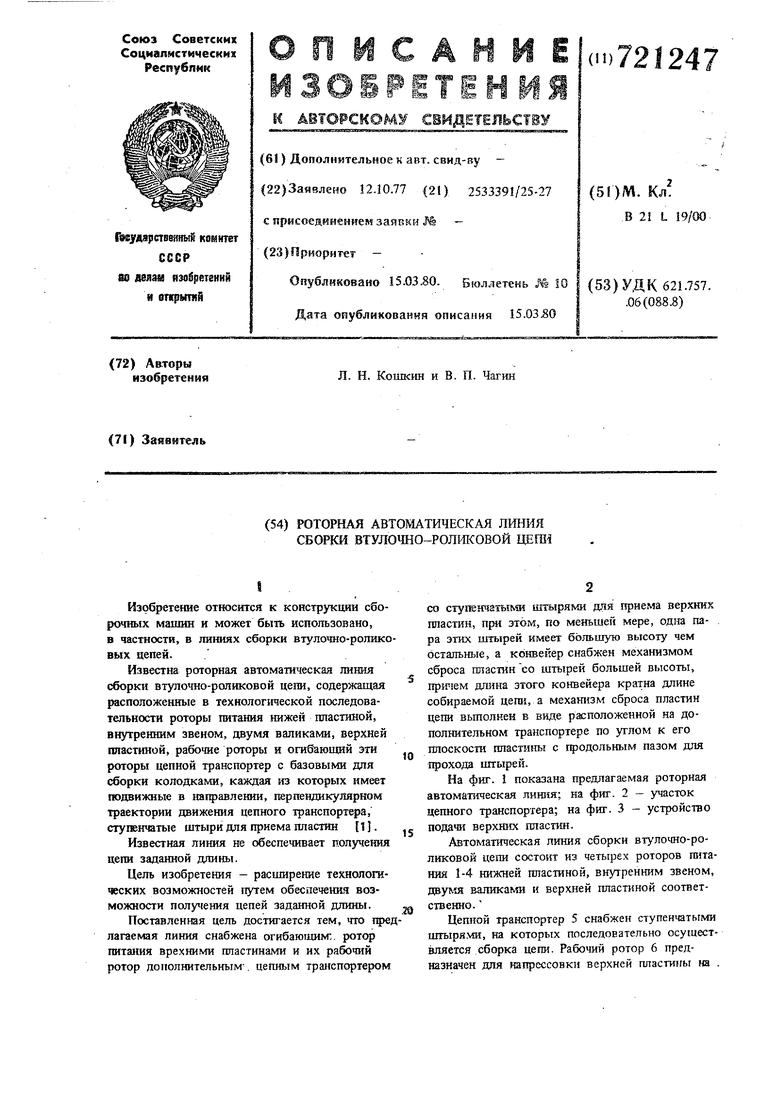
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина для сборки цепей | 1981 |
|
SU948059A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1046068A1 |
| Роторный автомат для термической обработки изделий | 1980 |
|
SU954444A1 |
| Транспортный конвейер роторно-конвейерных машин | 1981 |
|
SU986838A1 |
| Загрузочное устройство роторно-конвейерной машины для сборки втулочно-роликовой цепи | 1982 |
|
SU1058702A1 |
| Станок для сборки втулочно-роликовойплАСТиНчАТОй цЕпи | 1979 |
|
SU795856A1 |
| Устройство для транспортирования изделий с зонами их накопления | 1974 |
|
SU595231A1 |
| Ротор сборки втулочно-роликовых цепей | 1986 |
|
SU1398976A1 |
| Сборочная роторно-конвейерная линия | 1982 |
|
SU1318744A1 |
| Роторно-цепная линия | 1983 |
|
SU1151426A1 |